
Software Toolchain for Offline-Programming a Jig-Less Fiber Placement
Process Using Cooperating Robots
Michael Vistein
1 a
, Lars Brandt
1 b
, Gabriel C
ˆ
ot
´
e
2 c
, Julien-Mathieu Audet
2 d
and
Bruno Monsarrat
2 e
1
German Aerospace Center, Center for Lightweight Production Technology, Am Technologiezentrum 4, Augsburg, Germany
2
National Research Council Canada (NRC), Advanced Robotics and Mechatronic Systems (ARMS),
Aerospace Manufacturing Technology Center (AMTC), 2107 Chem. de Polytechnique, Montr
´
eal, Qu
´
ebec, Canada
Keywords:
Offline Programming, Dual Robot, Thermoplastic Composites, Automated Fiber Placement.
Abstract:
Automated Fiber Placement (AFP) is one technology that can be used to produce lightweight Carbon Fiber
Reinforced Plastic (CFRP) aircraft parts which can help in the decarbonization of the aviation industry. Usu-
ally this process requires an expensive, rigid mold into which the material is laid using a tape laying head.
By using a second industrial robot with a specialized counter-endeffector, the need for a mold can be avoided.
However, in order to be able to efficiently program two industrial robot simultaneously, an end-to-end offline-
programming (OLP) approach is needed. This paper demonstrates a software toolchain covering the whole
process from initial computer aided design (CAD) to the final robot controller programs.
1 INTRODUCTION
Decarbonization of the commercial aviation industry
is targeted to be completed in 2050. This requires
new propulsion systems, improved aerodynamics and
efficient lightweight structures. Significant reduction
in the structural weight could be achieved for long-
haul aircraft programs using Carbon Fiber Reinforced
Plastics (CFRPs) in the past. In order to transfer the
technology to high volume single-aisle aircrafts, new
joining, consolidation and recycling processes have
to be established. A particular focus is given to ther-
moplastic CFRPs, as they offer great potential for di-
rection consolidation and new welding processes en-
able additional weight reductions. The first can be
exploited using Automated Fiber Placement (AFP)
where thermoplastic prepregs are deposited as narrow
tapes layer by layer.
Traditional AFP processes use a rigid mold. This
has a big disadvantage: Producing the mold is very
cost intensive, and therefore changes to the product
are difficult since they usually require a new (expen-
a
https://orcid.org/0000-0001-6998-0017
b
https://orcid.org/0009-0007-8608-0759
c
https://orcid.org/0009-0005-7842-908X
d
https://orcid.org/0009-0007-4667-4595
e
https://orcid.org/0009-0002-4369-2986
sive) mold. In (Kochoski et al., 2022), an approach
utilizing a second robot instead of a rigid mold was
demonstrated. In this paper, a dual-robot AFP process
is shown for CF/LMPAEK (Carbon-Fiber Low-Melt
PolyArylEtherKetone) materials. The setup is quite
similar to the one described by Kochoski et al., two
KUKA 6-DoF industrial robots are used, and real-
time synchronization is achieved using KUKA’s tech-
nology package RoboTeam.
For complex processes such as AFP, offline-
programming is a key requirement. Manually “teach-
ing” hundreds or even thousands of tape tracks clearly
is no viable option. For single robot applications,
several (commercial) offline programming software
applications exist. Many robot manufacturers pro-
vide specific tools for their hardware, and there are
also vendor-independent sofware tools available such
as DELMIA
1
, Cenit FastSuite Ed2
2
, Visual Compo-
nents
3
or RoboDK
4
.
While some of these tools allow for the simul-
taneous programming of two (or more) independent
robots within a single cell, automatic programming of
cooperating robots is often not possible. An overview
of programming techniques for multi-robot applica-
1
https://www.3ds.com/products/delmia
2
https://www.fastsuite.com
3
https://www.visualcomponents.com/
4
https://www.robodk.com
Vistein, M., Brandt, L., Côté, G., Audet, J.-M. and Monsarrat, B.
Software Toolchain for Offline-Programming a Jig-Less Fiber Placement Process Using Cooperating Robots.
DOI: 10.5220/0012889700003822
In Proceedings of the 21st International Conference on Informatics in Control, Automation and Robotics (ICINCO 2024) - Volume 2, pages 379-386
ISBN: 978-989-758-717-7; ISSN: 2184-2809
Copyright © 2025 by Paper published under CC license (CC BY-NC-ND 4.0)
379
tions is provided by (Gan et al., 2013). There are
some approaches that try to facilitate the program-
ming of a master/slave robot system with one robot
holding the workpiece, while the other performs the
manipulating task (e.g. (Wagner et al., 2014; Xiong
et al., 2020). In these approaches, an automated tra-
jectory generation based on the trajectory required on
the workpiece is done.
Another kind of synchronization is required when
two robots share the load of a workpiece, e.g. for
transportation purposes. Rigid structures can be trans-
ported by all robots performing the same trajectory,
either by using the built-in features of the robot con-
trollers, or by planning identical motions (e.g. (Vis-
tein et al., 2019)). For flexible pieces such as textiles,
the deformation of the piece due to gravity has to be
taken into account (e.g. (Larsen et al., 2015; Larsen
et al., 2017)).
The dual robot AFP process is special with regard
to some aspects. First, there are commercial tools
available for motion planning for a single laying ma-
chine or robot. Second, while the secondary robot
needs to move on a very similar trajectory as the pri-
mary robot, the strategies used for load sharing cannot
be applied due to small differences in the trajectory
for the thickness of the part or the required (small)
fixture. Therefore, an approach which builds upon al-
ready available tools, extending them at the necessary
points, has been chosen. The work done by (Kochoski
et al., 2022) seems to follow a very similar path by ex-
tending their own MikroPlace software, although lit-
tle information about the specific implementation is
available.
The remainder of this paper is organized as fol-
lows: In section 2, the setup of the dual-robot
AFP process is described. Section 3 describes the
toolchain that is being used for offline-programming,
and in section 4 the necessary steps for robot synchro-
nization and robot code generation are explained. Fi-
nally in section 5 a conclusion is drawn and an out-
look for future extensions is provided.
2 JIG-LESS DUAL-ROBOT
AUTOMATED FIBER
PLACEMENT
For the AFP processes, a laser-assisted thermoplas-
tic layup machine provided by AFPT GmbH is used.
The laser has a rated power output of 6 kW and is sup-
plied by Laserline GmbH. The layup machine is de-
signed to deposit 3 × 1/2” prepreg tapes per track.
During layup the tape and laminate are heated over
silicone
rubber
pressure
tape
laminate
tool
nip-point
laser
tape
run -in
water-cooled
shaft
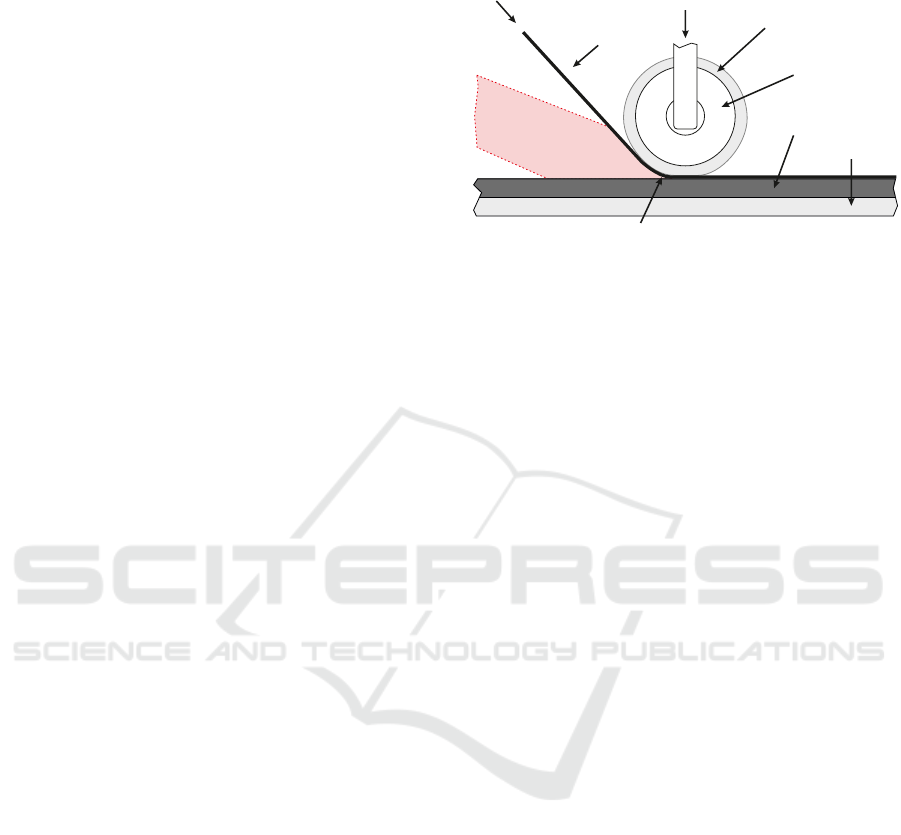
Figure 1: Process principle AFP.
melting temperature equally. In this case a con-
formable consolidation roller (refer to figure 1) is
used that forms a consolidation area under pressure.
Due to this compaction force intimate contact be-
tween laminate and tape is established and polymer
self-diffusion dissolves the interface between the ma-
terials. Water-cooling of the compaction roller en-
sures that the bonding partners are below their melt-
ing temperature after the roller even for elevated layup
velocities(Brandt et al., 2023).
To achieve a jig-less (or – at least – low-jig) solu-
tion, two additional components are required:
• A mobile counterpart that replaces the traditional
full-size jig.
• A small fixture that can be used to attach the cre-
ated piece to.
In this case study, a second robot, equipped with
a special counter-endeffector is used as counterpart.
This endeffector consists of an aluminum roller that
resembles the compaction roller, except not being
conformable. The roller is driven by a servomotor
which is synchronized to the Tool Center Point (TCP)
velocity (in rolling direction) of the second robot, i.e.
the roller surface pointing to the primary robot does
not move with respect to the world, therefore provid-
ing a surface much similar to a mold. Synchronization
of roller and robot velocity is done using the Robot
Sensor Interface (RSI) technology package providing
the robot’s current position to the Beckhoff TwinCAT
PLC driving the servo motor.
Since the part cannot be laid purely into thin air, a
small, lightweight fixture to attach each tape at the be-
ginning and the end is required. The fixture consists
of aluminum profiles for the overall frame and nu-
merous (identical) aluminum modules that form the
surface where the beginning and end of each tape is
placed. The modules are beveled on one side with the
straight side pointing to the AFP head. The setup can
be seen in figure 2.
ICINCO 2024 - 21st International Conference on Informatics in Control, Automation and Robotics
380

Figure 2: Setup of dual-robot AFP process.
CATIA VCP
RoboDK KRC
surfaces single robot
programs
dual robot
programs
Figure 3: Schematic flow of software toolchain for dual-
robot AFP applcation with the main type of data that is
transmitted between the steps.
3 OFFLINE PROGRAMMING
TOOLCHAIN
Since AFP requires a large number of individual
placement trajectories, manual robot programming
(“teaching”) is no viable option. Starting with the
CAD design of the desired component, an automated
path for generating the final robot programs is desired.
The overall flow is depicted in figure 3.
3.1 CATIA
For high performance CFRP components, a load-
compliant design is generated by adjusting the lam-
inate thickness and fiber orientation accordingly us-
ing computer aided design (CAD). In this work Das-
sault CATIA V5 is utilized. The design process starts
with the definition of the part surface. All ply bound-
aries are defined with reference to this surface. Most
CAD systems do not implement process driven design
changes, thus an export to a computer aided manufac-
turing (CAM) software is sensible.
3.2 VCP
Using the surface and ply boundaries, the laminate is
constructed sequentially. Each ply is first segmented
into tracks comprising the width of all tapes placed si-
multaneously. An optimization is carried out to max-
imized coverage of the ply and minimize gaps and
overlaps between the tapes. Afterwards the layup se-
quence and retraction movements of the robot are de-
fined.
Vericut Composites Programming (VCP) gener-
ates layup tracks and usually creates Numerical con-
trol (NC) programs for automated layup machines.
By using custom-made post-processors, it is possible
to create programs for other types of machines, too. In
the dual-robot use case, the NC programs are trans-
formed into KUKA Robot Language (KRL) source
files which can be executed by the KUKA KRC4 con-
troller. These source files contain the trajectory, as
well as all necessary I/O operations needed to control
the AFP head (e.g. cutting the tapes at the appropriate
locations, turning the laser source on and off).
Since the work-pieces can consist of free-form
surfaces, an approximation of the robot programs to
the ideal trajectories is necessary. A common practice
of offline-programming software is to segment the tra-
jectories into small pieces that can be connected with
either linear or circular motion blocks that are blended
into each other, or by using spline motions. The
VCP post-processor uses spline motions for approx-
imation. The layup trajectory is split into small auxil-
iary positions (with configurable maximum distances
and orientation changes) which are inserted into the
source program using the SPL motion command and
embedded into a single SPLINE motion block. The
KUKA controller uses these commands to plan a tra-
jectory which exactly passes every auxiliary position
and maintains a constant velocity as far as possible.
3.3 RoboDK
The KUKA programs that are generated by VCP can
be executed directly on a single robot for a tradi-
tional fiber placement system using a rigid mold. For
a dual-robot application however, the corresponding
programs for the secondary robot still need to be gen-
erated. Several important requirements must be taken
into account:
• VCP takes the thickness of the already placed lay-
ers into account while the counter tool must be at
the position of the first layer during each run.
• The trajectory of the secondary robot must be ad-
justed for the surrounding frame that holds the
tapes which has a defined thickness.
• During the layup motion, both robots need to be
synchronized, i.e. each robot must be at the desig-
nated position at the right time.
• The approach and retract motions must be ad-
justed for the secondary robot.
Software Toolchain for Offline-Programming a Jig-Less Fiber Placement Process Using Cooperating Robots
381
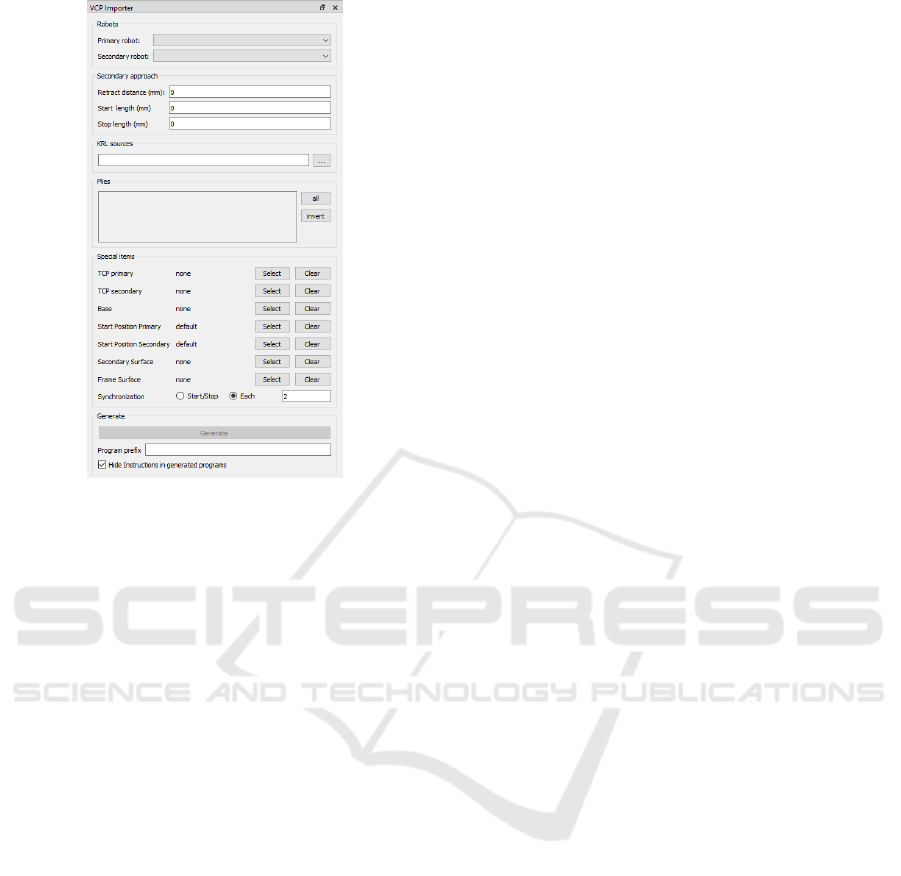
Figure 4: Graphical user interface of VCPImporter plugin
in RoboDK.
• The (initial) park-position of the secondary robot
needs to be defined (in joint coordinates or alter-
natively in Cartesian coordinates with additional
redundancy information such as status/turn).
In order to create the trajectories for the sec-
ondary robot while fulfilling all requirements, a soft-
ware solution based on the offline-programming tool
RoboDK has been created. RoboDK allows to model
a robotic work-cell and to create programs graphi-
cally. The created programs are independent of a con-
crete manufacturer or robot type that is used, but can
later be converted into manufacturer-specific program
code by adjustable post-processors. A 3D simulation
of the robot-cell and of the programs is possible. The
simulation takes specifics of the robots (such as sin-
gularities) into account and can optionally perform a
collision check based on CAD geometries. This al-
lows to preview and validate all trajectories prior to
running on the real robots.
RoboDK offers an Application Programming In-
terface (API) for custom extension. Besides API im-
plementations for Python, C# and C++ there is also
a plugin-interface (based on C++ and Qt) which al-
lows to run custom code directly within the RoboDK
process. For the dual-robot AFP use-case, the latter
interface has been selected. The number of auxiliary
points can become very large, therefore a fast con-
nection between the custom software and RoboDK is
necessary. The plugin-interface is faster by a magni-
tude compared to the (network-based) API interface.
The created plugin (called VCPImporter) pro-
vides a graphical user interface that is embedded in
RoboDK (see figure 4). Because the programs gen-
erated by VCP are intended for a single machine,
some additional information has to be provided by the
user to allow the generation of a secondary trajectory.
These information contain:
• Retract distance: The distance the primary robot
retracts after finishing a track in order to move on
a connection link to the next track.
• Start- and stop-length: The distances the tape lay-
ing head is moving on the frame at the start and
stop of each track.
• TCPs, Base: The TCP and Base (defined within
RoboDK) that should be used for primary and sec-
ondary robot.
• Start positions: The park-positions defined in
RoboDK at which the primary and secondary
robot start each ply.
• Surfaces: The CAD objects in RoboDK which
represent the frame and the final workpiece.
The VCPImporter plugin parses the KRL source files
generated by VCP. A program consisting of all mo-
tions specified by VCP is created within RoboDK,
which immediately allows for a simulation of the tra-
jectory of the primary robot.
The VCP post processor uses a defined structure
for each generated program. Every track is placed in
its own source file, and every source file consists of
the following blocks:
• Program header
• Optional: point-to-point (PTP) motion to start po-
sition (first track of each ply)
• Optional: Motion commands for transfer from last
track to current track (connection link)
• Motion commands for the track, consisting of a
number of SPL motion commands embedded in to
a SPLINE block.
• Program footer
Each segment is clearly embedded in a FOLD struc-
ture (a source code hint that usually allows to show or
hide certain blocks within the program on the limited
screen of the programming pendant). This predictable
structure allows the VCPImporter plugin to split each
trajectory into the relevant segments, and to calculate
appropriate trajectories for the secondary robot.
Another important feature of RoboDK is the pos-
sibility for geometric calibration of the used robots.
While industrial robots usually offer a very good
repeatability, the absolute accuracy is often worse.
ICINCO 2024 - 21st International Conference on Informatics in Control, Automation and Robotics
382
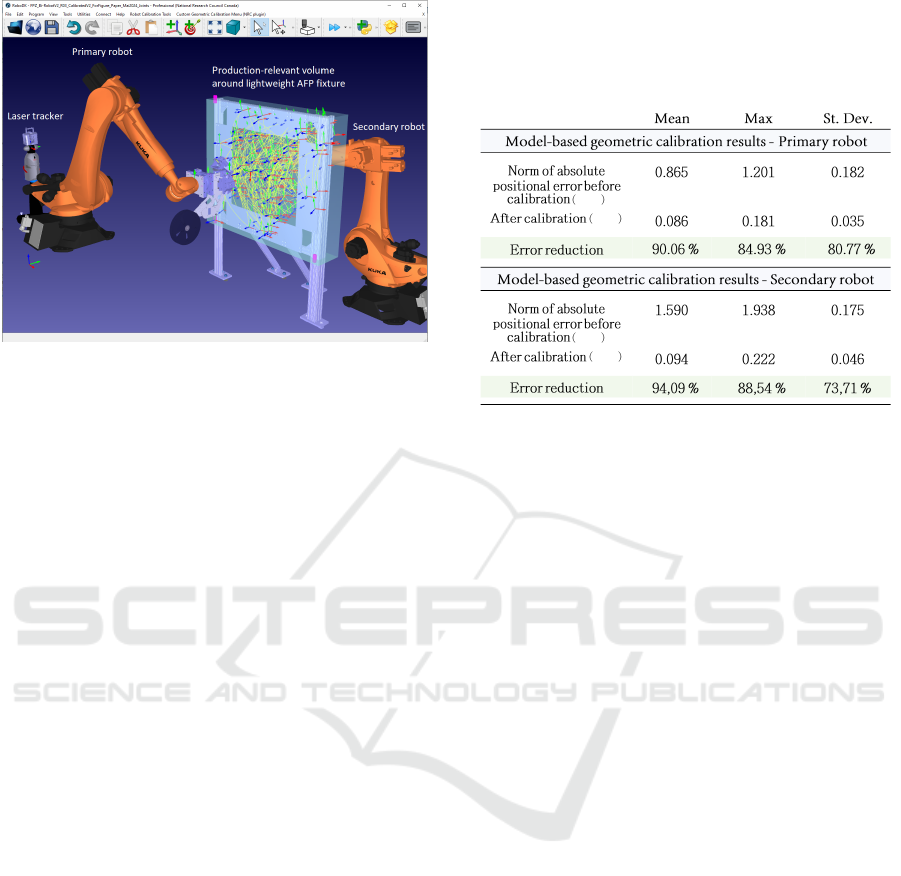
Figure 5: RoboDk interface showing the 100 test poses that
were randomly generated in the production-relevant par-
allepipedic volume located around the lightweight fixture
to verify the accuracy of the primary robot following geo-
metric calibration. After each test pose is reached, the laser
tracker measures a metrology marker located at the vicinity
of the robot tool-center-point. A similar approach was used
to verify the accuracy of the secondary robot.
RoboDK allows to calibrate the robots using a laser
tracker as an absolute reference. A model of the
deviations of the robot within its workspace is gen-
erated, and programs can be adjusted automatically
with small offsets to the desired Cartesian positions
such that the robot reaches the target more precisely.
As an illustration of the importance of geometric path
correction in the off-line programming flow, the abso-
lute accuracy of each robot has been evaluated before
and after geometric calibration using a set of 100 test
poses that were randomly generated in a production-
relevant volume of rectangular parallelepiped shape
located around the lightweight AFP fixture, as shown
in figure 5. The accuracy improvements obtained for
both the primary and secondary robots are described
in table 1.
By embedding the VCPImporter into RoboDK di-
rectly and by creating the programs within RoboDK,
the geometric calibration feature can be used without
additional effort.
3.4 Secondary Trajectory Generation
For each of the program segments described in sec-
tion 3.3, a different strategy for the generation of the
secondary trajectory is applied.
Program header and footer can be ignored,
since they will be regenerated appropriately by the
post-processor that is exporting the programs from
RoboDK (cf. section 4). The PTP motion to the start
position is simply replaced by a motion to the start
Table 1: Summary of the accuracy improvements obtained
thanks to the geometric calibration of the primary and sec-
ondary robots. For each robot, the accuracy was verified by
measuring a set of 100 test poses using a laser tracker, as
illustrated in Fig. 5.
mm
mm
mm
mm
position specified by the user for each robot. Because
this is the first motion of the final program, this will
always be a PTP motion.
The connection links that return the tool from the
end of a track to the beginning of a new track are mir-
rored. The approach and retract motions generated by
VCP consist of a single linear motion directly in the
Z-direction of the tool. All other intermediate points
of the connection link also have the same distance (in
Z-direction) from the workpiece. Therefore, the sec-
ondary trajectory is calculated by moving each frame
of the primary trajectory for twice the retract distance
along the Z-direction. The result is a trajectory mir-
rored along the work-piece. A diagram of the result-
ing trajectories can be seen in figure 6.
The layup motion itself needs to be handled differ-
ently. By using the overall track length and the length
that has been laid up to a certain point, together with
the user-specified start- and stop-lengths, it can be de-
termined whether the current track point is laid onto
the frame or in the void in the middle. If the track
point is on the frame, it is projected along the Z-axis
to the backside of the frame. If it is in the air, a pro-
jection to the closest point on the workpiece surface is
performed. In order to achieve good results, it is nec-
essary that a precise CAD model of the workpiece’s
lower surface – but without thickness – is provided.
Using either the projection to the frame or the
workpiece surface, it is ensured that the secondary tra-
jectory both takes the thickness of the frame as well
as the thickness of previously laid tracks into account.
From a 2D-perspective (like in figure 6) it seems
that the secondary trajectory (on the right) is identi-
cal for every layer since the part only grows to the
left. In order to achieve optimal part quality however,
the tracks of each layer are usually not identical to
Software Toolchain for Offline-Programming a Jig-Less Fiber Placement Process Using Cooperating Robots
383

Frame
primary
trajectory
secondary
trajectory
workpiece
retract distance retract distance
Figure 6: Schematic side display of the trajectories of the
primary robot (dashed) and the secondary robot (dotted) and
the frame that is used for support.
the previous one. Depending on the part design, they
might be shifted sideways in a way the border of two
tapes of the previous layer is covered with a tape in the
next layer, or the fiber angle might even be completely
changed e.g. for 0
◦
, ±45
◦
and 90
◦
layers. Therefore,
the secondary trajectory has to be calculated indepen-
dently for each track.
4 ROBOT PROGRAMS
With both the primary and secondary trajectories
modeled within RoboDK, the final programs that are
run on the KUKA KRC4 controllers can be generated.
For both tools, the TCPs are defined identically, i.e.
for the first layer both TCPs usually are at the same
coordinates during layup. For the tape laying head,
the Z-axis points normal into the workpiece, while
for the counter endeffector the Z-axis points out of
the work-piece.
4.1 Synchronization
To achieve good part quality, synchronization be-
tween the tape laying head and the counter effec-
tor is required. Synchronization between the robots
is achieved using the KUKA.RoboTeam technology
package. This package establishes a real-time com-
munication channel between the robots and offers
several possibilities for synchronization:
Program Synchronization. A certain point in each
robots program is reached simultaneously, i.e. one
robot waits until the other has reached the speci-
fied point.
Motion Synchronization. One or more motions are
run simultaneously, i.e. both robots start and fin-
ish their respective motion at the same time. The
velocities and accelerations of the motions are ad-
justed as needed.
Geometric Linking. One robot is geometrically
linked to the other, i.e. it movements are relative
to the TCP of the first robot. Without any spe-
cific motions of the secondary robot, it performs
exactly the same motion as the first.
For the Dual-Robot AFP process, program and mo-
tion synchronization are used. Only the track itself
and parts of the approach and retract motions are syn-
chronized, the connection links are independent of
each other.
The first synchronization point is at the approach
motion. The primary robot may only start approach-
ing the frame once the secondary robot has completed
the approach motion and is in contact with the frame.
This is necessary, because otherwise the tape laying
head would apply the process force to the unsupported
frame and potentially cause deformation. With the
counter endeffector already in place, this force is ab-
sorbed by the secondary robot (as it is during the fol-
lowing layup).
The layup track itself consists of a large number
of SPL motions that are embedded in a single SPLINE
block. The KUKA controller calculates a single mo-
tion of this whole block. For synchronization pur-
poses, it is possible to synchronize the whole block,
as well as to specify certain points within the block
that must be reached simultaneously. In the dual robot
AFP use case, the number of intermediary points in
the spline block are identical, so it would be possi-
ble to synchronize every single point. This however
causes unnecessary load on the robot controller, and
synchronizing every third point turned out to be suf-
ficient for the tested parts. Nevertheless, this setting
can be modified by the user.
All required synchronization points are inserted
into the RoboDK program. Using the Python inter-
face of RoboDK, a rudimentary simulation of the syn-
chronized motions can be performed. Unfortunately,
this is very limited and only roughly the equivalent of
program synchronization as mentioned above, which
ICINCO 2024 - 21st International Conference on Informatics in Control, Automation and Robotics
384

leads to both robot stopping at each synchronization
point.
4.2 Source Code Generation
RoboDK already provides means to generate robot
controller files from the programs. Like VCP, a post-
processor is used, which is written in Python and
can be adjusted to specific needs. RoboDK already
provides an exemplary open-source post-processor to
generate KRL programs which has been modified ac-
cording to the special requirements of the dual-robot
application.
In the dual robot AFP use case, the fixed struc-
tures of the program can be utilized once again. The
overall program structure is provided as template sep-
arately for the primary and secondary robot. The sec-
tions of the template are filled with the motions of the
RoboDK programs, and additionally synchronization
markers are inserted where indicated. As template en-
gine, Jinja2
5
is used.
The generated source files make use of TCP and
base definitions on the robot controllers, which must
be created appropriately. Both robots must share a
common world coordinate system and must both de-
fine a base coordinate system on the frame. Once
these preconditions are met, the generated programs
can be uploaded to the robot controller and executed.
5 CONCLUSION
The process for dual-robot AFP is currently still un-
der heavy development. At the current time, it is not
yet possible to manufacture a part which is ready to
go into production. An example of a double-curved
test specimen that has been produced is depicted in
figure 7. The previously described toolchain is a key
factor for successful process development, because it
allows for rapid testing of process parameters and part
designs. After changes have been made in the part
design for example, only the steps necessary for tra-
ditional AFP CAM (i.e. trajectory planning) are re-
quired, while all specifics for the dual-robot applica-
tion are generated automatically.
While the current software toolchain aimed at
both robots being synchronized as precisely as pos-
sible, a next step in the development will be the pos-
sibility for a defined offset between the primary and
secondary robot. The aim is to induce prestressing
into the material (dependent on the curvature of the
part) which helps to reach the desired form better.
5
https://palletsprojects.com/p/jinja/
Figure 7: Test specimen produced by dual-robot AFP pro-
cess.
In addition, while the RoboDK model-based geo-
metrical calibration already improves the overall ab-
solute accuracy of the robots significantly (ref. ta-
ble 1), it has be shown in a recent complementary re-
search that the performance of the geometric calibra-
tion can be further improved by combining the model-
based geometric calibration of the primary and sec-
ondary robots with a cascaded calibration approach
using deep neural networks (Maghami et al., 2023).
In the later research, the mean value of the track-
ing error between the primary and secondary robots,
as well as the absolute positional accuracy of the
secondary robot could be improved by an additional
57%. Moreover, external forces that are applied to the
robot still can cause significant deviations. With dual-
robot AFP, both robots are applying the process force
of around 600 N against each other and therefore suf-
fer elastic deformation. In a joint research project, the
in-situ elastic calibrations and compensation as intro-
duced in (Monsarrat et al., 2024) has been applied to
the dual-robot AFP use-case, and in improvement in
absolute accuracy for both the primary as well as the
secondary robot could be shown.
ACKNOWLEDGMENTS
The authors wish to acknowledge the financial sup-
port of the National Program Office (NPO) of the Na-
tional Research Council Canada (NRC).
REFERENCES
Brandt, L., Vistein, M., Deden, D., Sch
¨
uhler, F., and
G
¨
answ
¨
urger, P. (2023). Towards toolless manufactur-
ing of aerospace CFRP components via thermoplastic
AFP. In Aerospace Europe Conference 2023.
Software Toolchain for Offline-Programming a Jig-Less Fiber Placement Process Using Cooperating Robots
385

Gan, Y., Dai, X., and Li, D. (2013). Off-line program-
ming techniques for multirobot cooperation system.
International Journal of Advanced Robotic Systems,
10(7):282.
Kochoski, F., Dukovski, V., Samak, S., Cvetkoska, D.,
and Petkoska, B. (2022). Manufacturing Thermoplas-
tic Composites by Laser Automatic Tape Placement
Toolless Technology with Dual Robot System. In-
ternational Journal of Engineering and Technical Re-
search, 11:238.
Larsen, L., Kaspar, M., Schuster, A., Vistein, M., Kim, J.,
and Kupke, M. (2017). Full automatic path planning
of cooperating robots in industrial applications. In
2017 13th IEEE Conference on Automation Science
and Engineering (CASE), pages 523–530.
Larsen, L., Pham, V.-L., Kim, J., and Kupke, M. (2015).
Collision-free path planning of industrial cooperating
robots for aircraft fuselage production. In 2015 IEEE
International Conference on Robotics and Automation
(ICRA), pages 2042–2047.
Maghami, A., Imbert, A., C
ˆ
ot
´
e, G., Monsarrat, B., Bir-
glen, L., and Khoshdarregi, M. (2023). Calibration
of multi-robot cooperative systems using deep neural
networks. Journal of Intelligent and Robotic Systems,
107(4):55.
Monsarrat, B., Audet, J.-M., Fortin, Y., C
ˆ
ot
´
e, G., Vistein,
M., Brandt, L., Sadek, A., and Krebs, F. (2024). In-
situ elastic calibration of robots: Minimally-invasive
technology, cover-based pose search and aerospace
case studies. Robotics and Computer-Integrated Man-
ufacturing, 89:102743.
Vistein, M., Deden, D., Gl
¨
uck, R., and Schneyer, S.
(2019). Automated production of large fibre metal
laminate aircraft structure parts. Procedia Manufac-
turing, 38:1300–1307. 29th International Conference
on Flexible Automation and Intelligent Manufacturing
(FAIM 2019), June 24-28, 2019, Limerick, Ireland,
Beyond Industry 4.0: Industrial Advances, Engineer-
ing Education and Intelligent Manufacturing.
Wagner, M., Hess, P., and Reitelshoefer, S. (2014). Auto-
mated programming of cooperating industrial robots.
In ISR/Robotik 2014; 41st International Symposium
on Robotics, pages 1–8.
Xiong, J., Fu, Z., Chen, H., Pan, J., Gao, X., and Chen, X.
(2020). Simulation and trajectory generation of dual-
robot collaborative welding for intersecting pipes.
The International Journal of Advanced Manufactur-
ing Technology, 111:2231–2241.
ICINCO 2024 - 21st International Conference on Informatics in Control, Automation and Robotics
386
