
A Hybrid Constraint- and Search-Based Approach on the Stockyard
Planning Problem
Sonja Breuß, Sven L
¨
offler and Petra Hofstedt
Chair of Programming Languages and Compiler Construction, Brandenburg University of Technology
Cottbus-Senftenberg, Konrad-Wachsmann-Allee 5, Cottbus, Germany
fl
Keywords:
Planning and Scheduling, Decision Support Systems, Stockyard Planning Problem, SPP, Constraint
Programming, CSP, COP.
Abstract:
The stockyard planning problem (SPP) is a critical task in the global economy, involving the efficient trans-
portation and storage of bulk materials such as iron ore or coal. At material turnover points such as harbors,
the SPP optimizes when, where and which materials are unloaded from import vessels (imported), moved
between areas on the stockyard (transported), loaded onto export vessels (exported) and mixed with other ma-
terials (blended). This is important for reducing mooring times of ships and meeting timely demands. The
current approach to solving the SPP in real systems is manual, which is stressful and error-prone. This paper
proposes a hybrid approach using both constraint programming and greedy search algorithms to solve the SPP.
The proposed method splits the planning process into smaller problems, alleviating computational issues while
maintaining overall solution quality.
1 INTRODUCTION
In the global economy, during the process of produc-
ing and distributing goods, material has to be trans-
ported all over the world. Bulk materials such as
iron ore or coal, delivered by large overseas ships,
must be prepared for further transportation on smaller
ships for inland water at large ports by means of so-
called stockpiles, where the materials are stored and
blended together. The stockyard planning problem
(SPP) deals with the task of how to do so in a time
efficient manner, as to reduce mooring times of ships
and to fulfill timely demands. In the present, the SPP
is solved by human workers who are subject to high
levels of stress due to the complexity of the task and
the pressure to not cause errors. Our aim is to develop
a tool to aid the workers in planning and to relieve
stress as well as reduce human error.
Our industrial partner ABB - Sales Minerals and
Mining, Engineering Sub-station and Power Genera-
tion, Service Metals branch office Cottbus implements
and operates stockpile monitoring and management
systems all over the world. Supporting their customer
companies, such as ports, in the scheduling process,
is a part of their work. In this, they have recognized
significant potential for optimization in the schedul-
ing process.
In (L
¨
offler et al., 2023) we have presented an ap-
proach to solve the SPP using a constraint-based ap-
proach. While we have already obtained good results
with a constraint system that plans ahead for a few
hours, planning further ahead poses some additional
problems. The constraint system may grow up to a
point where results are not computed in an appropri-
ate time frame or the available computation power
is not sufficient to compute a result at all. Splitting
the planning process into multiple smaller problems
solves the computation issues, but presents the issue
of finding a good overall solution using the greedy
partial solutions. In this paper, we present a hy-
brid approach using both constraint-programming and
greedy search.
The paper follows the structure: In Section 2,
we introduce the SPP in general as well as speci-
fied for our setup. In Section 3, we discuss basics of
constraint programming as well as search algorithms.
Section 4 gives an overview on related work. In Sec-
tion 5, we discuss our greedy approach for solving the
SPP using constraint programming. In Section 6, we
discuss the results. Finally, our work is concluded and
possible future research options are pointed out.
Breuß, S., Löffler, S. and Hofstedt, P.
A Hybrid Constraint- and Search-Based Approach on the Stockyard Planning Problem.
DOI: 10.5220/0012995000003822
In Proceedings of the 21st International Conference on Informatics in Control, Automation and Robotics (ICINCO 2024) - Volume 1, pages 113-125
ISBN: 978-989-758-717-7; ISSN: 2184-2809
Copyright © 2025 by Paper published under CC license (CC BY-NC-ND 4.0)
113

2 THE STOCKYARD PLANNING
PROBLEM
In this section we introduce and explain the Stockyard
Planning Problem (SPP) with its workings and com-
ponents. We first discuss the general structure of the
SPP and later get into specifics for our scenario.
2.1 General Characteristics of the SPP
A stockyard system typically includes import vehi-
cles I = {I
1
, I
2
, . . . }, each consisting of a sequence of
weight and material specifications. These sequences
indicate the order in which specific weights of ma-
terials must be unloaded from the import ship. The
stockyard itself is divided into different stockpiles
H = {H
1
, H
2
, . . . , H
a
}, which are further subdivided
into various areas H
i
= {h
i, j
} with a certain capac-
ity c
i, j
. In addition, there are export vehicles E =
{E
1
, E
2
, . . . }, which, similar to the import vehicles,
contain a sequence list specifying the order of the ex-
port actions and how much of each material must be
loaded onto the respective ship. These components
are connected through a conveyor belt network, while
adding to and removing material from stockpiles or
vehicles is done by several transport vehicles T . A
transport vehicle can either add material to a stock-
pile (stacker), remove material from a stockpile (re-
claimer), or can do both (stacker-reclaimer) at differ-
ent times.
In any moment, each area of the stockyard sys-
tem (i.e. import ship, stockpile area, export ship) has
a certain amount of material on it or it is empty. A
snapshot of the system at any point in time contains
the mass and material type for each area. We call this
a stockyard state. A tabular view of a stockyard state
is depicted in Figure 1 in state q
i
and state q
i+1
.
Possible actions include unloading import vehi-
cles to stockpile areas (import actions), transporting
material from a stockpile area to another as needed
(transport actions), blending together materials of dif-
ferent quality to obtain material of a desired qual-
ity (blending actions), and exporting needed material
from stockpile areas to the export vehicles (export ac-
tions). Each action has a route, specific source and
destination areas, as well as the mass and material
that is moved. The goal of the SPP is to compute a se-
quence of actions to load and unload vehicles as time-
efficient and (optionally) resource-efficient as possi-
ble, according to given loading and unloading plans.
The plans pre-define the order in which import and
export vehicles need to be unloaded and loaded. It is
possible to execute multiple actions in parallel, which
poses the additional problem of ensuring that parallel
actions do not share the same resources like transport
vehicles or conveyor belts, as these resources are ex-
clusive. Parallel actions using the same resources are
forbidden.
For each type of action, we can define specific
routes as sequences of vehicles and conveyor belts,
e.g. for import actions we have sequences: Import ve-
hicle (ship unloader) - path of conveyor belts - trans-
port vehicle (stacker). Let route
I
be the set of im-
port routes, route
T
the set of transport routes, route
E
the set of export routes, and route
B
the set of blend-
ing routes. We can think of a single blending route
as three combined sub-routes B1, B2 and B3, where
the destinations of B1 and B2 are equal to the source
of B3 but otherwise each have exclusive resources so
that: B1 and B2 start at distinct source vehicles, then
each have a path of conveyor belts that both end at a
specific belt b
i
. Sub-route B3 starts at belt b
i
and then
has a path of conveyor belts ending at a destination
vehicle.
A step move is a combination of import, transport,
blending, and export actions for each type that do not
hinder each other, i.e. that are not using the same re-
sources and vehicles with no vehicles blocking each
other. A general schema for a step move is shown
in Figure 1. Transport vehicles can block each other
by working on the same stockpile area or by having
its counter-weight hang into an area where another
vehicle works or has its counter-weight. Two vehi-
cles could work next to adjacent conveyor belts and
may be unable to pass each other, which has to be ac-
counted for.
Each conveyor belt and each vehicle can be used
for at most one action at a time, so usage has to be
exclusive. We call the resulting stockyard state of a
step move a step solution.
To solve the SPP, we need to find a sequence of
step moves beginning from the initial configuration
that results in the desired final configuration of the
stockyard. An example is given in Section 2.3.
2.2 Introducing Our Scenario
The specific stockyard system that we implemented is
shown in Figure 2. In our system, we deal with three
types of material, Q1, Q2 and Q3, the latter can be
blended i.e. mixed together from Q1 and Q2. While
there can be multiple import ships as well as multiple
export ships, only one of each are depicted, as only
one ship can be unloaded resp. loaded at the same
time. Each import ship and export ship can have mul-
tiple hatches (areas), which need to be unloaded resp.
loaded in order. In the image, the import ship has
hatches loaded with materials Q1 and Q2, then more
ICINCO 2024 - 21st International Conference on Informatics in Control, Automation and Robotics
114
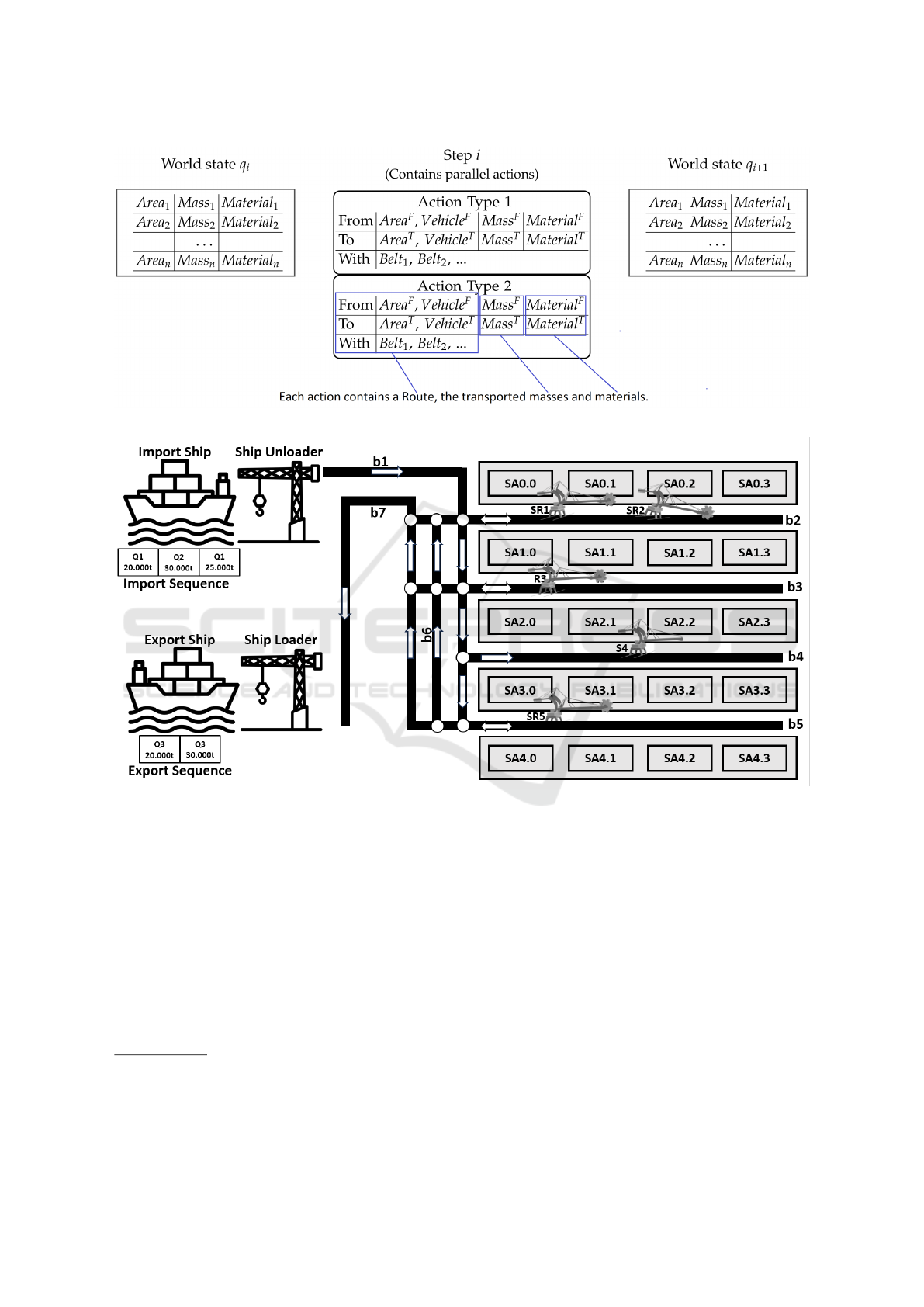
Figure 1: General structure of a step move.
Figure 2: Our SPP Scenario.
Q1. The export ship needs to be loaded with material
Q3, which needs to be blended from materials Q1 and
Q2.
The stockyard consists of five stockpiles SA0 to
SA4, each possessing four areas. Each stockpile area
can hold a certain amount of material.
1
In Figure 2,
all stockpiles and stockpile areas have the same size.
In reality, this is usually not the case.
2
The stockpiles are connected through a conveyor
belt network. Belts b1, b6 and b7 have only one di-
rection, whereas belts b2 to b5 can move in both di-
rections. The white circles are connection points be-
1
In the implementations this is depicted as a tuple (mass
in tons, material)
2
To protect the data of our partner ABB, the materials
and stockpile sizes used in this paper differ from reality.
tween the belts to let material switch belts.
There are machines sitting on conveyor belts b2 to
b5 which are able to move material from the belts to
the stockpile areas or vice versa. The different ma-
chines have different capabilities, machines SR1, SR2
and SR5 are able to add and remove from stockpile ar-
eas (stacker/reclaimer), R3 is able to remove material
(reclaimer) and S4 is able to add material (stacker).
In Figure 2 the two machines SR1 and SR2 appear
to be working on the same conveyor belt b2 which is
practically impossible, as each machine needs its own
belt. In reality, belt b2 are two side-by-side conveyor
belts b2a and b2b that are treated as one belt. The
two machines are unable to pass each other, result-
ing in SR1 being able to work on areas 0, 1, and 2 of
stockpiles SA0 and SA1, with SR2 being able to work
A Hybrid Constraint- and Search-Based Approach on the Stockyard Planning Problem
115

on areas 1,2, and 3. The machines are able to work in
parallel, as long as their positions don’t hinder each
other, i.e. as long as SR2 is on the right of SR1.
In our scenario, at most one action of each ac-
tion type can be executed at once. Given this, for
each step move, there are (|route
I
| + 1) · (|route
E
| +
1) · (|route
T
| + 1) · (|route
B
| + 1) many possible route
combinations where route
I
, route
E
, route
T
, route
B
are the sets of import, export, transport and blending
routes respectively. The added route for each factor
being no action of that type happening. This number
is a gross maximum for the number of parallel routes,
as there may be routes that are impossible to be used
in parallel. At the same time, this number vastly un-
derestimates the number of possible action combina-
tions. For each route, there is a large number of pos-
sible actions stemming from multiple stockpile areas
being sources or destinations for a route, as well as a
substantial number of possible masses being used.
In our system, almost each stockyard vehicle can
work on 8 stockpile areas. Almost every area can be
serviced by 2 vehicles. For simplification purposes,
we assume that these numbers hold for every area and
vehicle. An import action has 21 possible destination
areas with 20 on the stockyard and 1 on the export.
With 2 possibilities to access every area, there are 42
different ways for import actions alone. Export ac-
tions have a number of possibilities analog to import
actions, just in reverse. Transport actions have 20 pos-
sible source areas, 19 destination areas, each serviced
by 2 vehicles, resulting in 20 · 19 · 2 · 2 possibilities.
Blending actions with 2 source and 1 destination areas
are more complicated with 20 ·19·18 ·2 ·2 ·2 options,
of which many are impossible due to vehicle restric-
tions. Any step move consisting of 0 or 1 of each
action types has a great number of possibilities since
every number has to be multiplied, even under exclu-
sion of concurrent parallel actions. On top of that,
different masses can be moved, which again increases
the number of possible actions. Thus the problem size
for a single step move is massive at a magnitude of
10
12
options. We will be looking at some conditions
in our system that cause actions and parallel actions
to be impossible.
The layout of the conveyor belt network makes
some actions and combinations impossible. For in-
stance, it is impossible to remove anything from
stockpiles SA2 and SA3 via belt b4, as it only has
a stacker which can add material to stockpile areas.
Usage of conveyor belts has to be exclusive for each
action. When ensuring this, action combinations may
get impossible, such as an export from SA2.0 via belts
b3-b1-b5-b7, while a transport happens from SA4.1
to SA0.3 via belts b5-b6-b2. The belt b5 is used for
both of these actions and thus, their combination is
impossible. Machines need to be spaced apart prop-
erly. This means that any two machines are not able
to work on the same stockpile area, e.g. SR1 and R3
cannot both work on SA1.1. Further, for belt b2,
the machines SR1 and SR2 cannot work in the same
spot. SR1 always has to be on the left of SR2, as
the machines cannot pass each other. In order to not
fall over, each machine possesses a counter-weight.
These counter-weights when working on a stockpile
reach onto the opposite stockpile, e.g. if R3 is work-
ing on SA1.1, then its counter-weight is hanging into
area SA2.1. If there is a counter-weight in an area,
there cannot be any machine working on that stock-
pile or having its counter-weight in the same area. For
the given example, this means that S4 cannot work on
SA2.1 nor on SA3.1.
2.3 Example Action on Our Stockyard
Let us look at some possible example action combi-
nations, i.e. step moves, for our scenario from Figure
2, which are depicted in Figure 3. For understand-
ing purposes, we simplify the problem and only look
at the first spots in the import and export sequences.
The figure shows three states of the stockyard, the ini-
tial state q
0
on the left, a step state q
1
in the middle,
and the final state q
2
on the right. Some of the empty
stockyard areas are omitted in this figure. In between
the stockyard states, step moves with three (resp. two)
actions are depicted, each with source and destina-
tion vehicles and mass and material that are moved,
as well as the belts used. Import actions have a yel-
low background, blending actions have a green back-
ground, and export actions have a red background.
In the initial state, there is 20,000t of material Q1
on the import ship. On the stockyard, the following
stockpile areas have material: SA0.0 has 10,000t of
Q3 that was blended from Q1 and Q2 in previous
steps, SA2.2 has 8,000t of material Q2, SA3.3 has
12,000t of Q1. The export ship and all other stock-
pile areas are empty.
The goal is to have 20,000t of Q3 on the export
ship at the end of the solution process.
In the first step (see Figure 3), the following ac-
tions are executed in parallel: Importing 8,000t of Q1
to SA3.0 via belts b1 and b4 and machine S4. Blend-
ing 8,000t of Q1 from SA3.3 and 4,000t Q2 from
SA2.2 to make 12,000t of Q3 and put it on SA0.3,
with SR5 putting Q1 on belt b5 which is then trans-
ported on belt b6, Q2 is put on b3 by R3 and also
transported to belt b6. Belt b6 functions as a blend-
ing belt here. The blended material is then put on belt
b2a and moved to SA0.3 by SR2. Exporting 8,000t of
ICINCO 2024 - 21st International Conference on Informatics in Control, Automation and Robotics
116
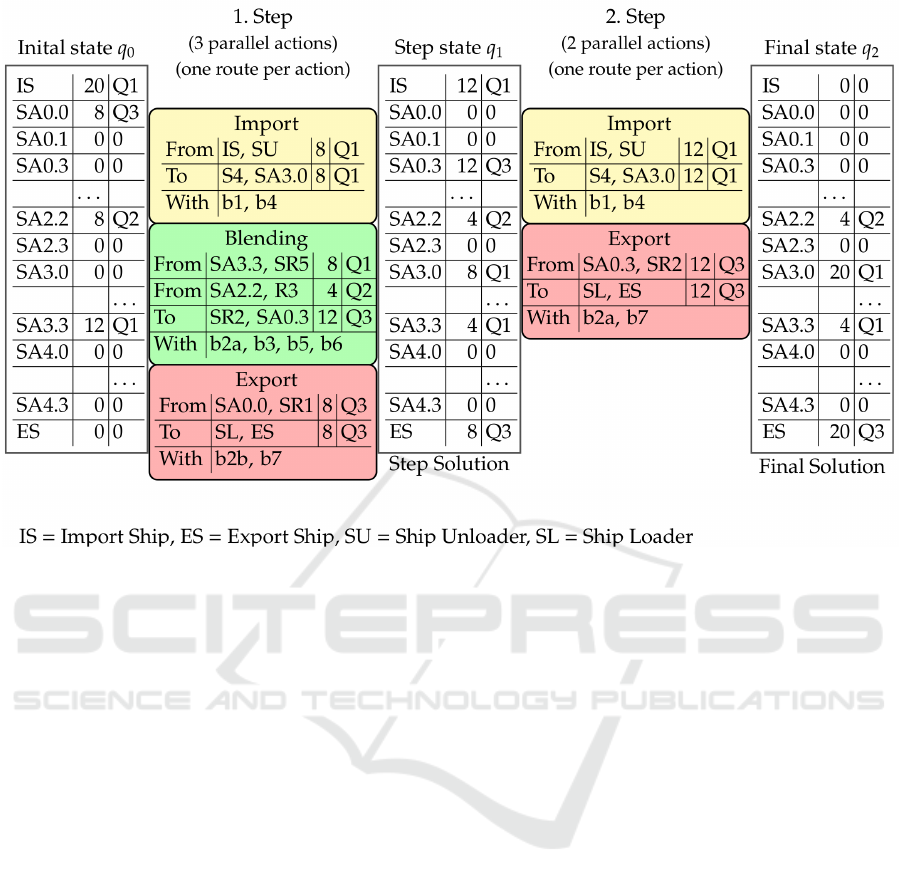
Figure 3: An example action on our SPP scenario.
Q3 from SA0.0 by using belt b2b that is connected to
SR1, and then transported over b7 to the export ship.
After these actions, the stockyard looks as fol-
lows: On the import ship, there is 12,000t of material
Q1. On the stockyard, we have 2,000t of Q3 on SA0.0,
12,000t of Q3 on SA0.3, 4,000t of Q2 on SA2.2, 8,000t
of material Q1 on SA3.0, 4,000t of Q1 on SA3.3, and
all other stockpile areas being empty. The export ship
has 8,000t of Q3, and thus only 12,000t more of ma-
terial Q3 are needed.
In the second step, the remaining 12,000t of mate-
rial Q1 are imported from the import ship, emptying
this slot in the import sequence. From SA0.3, 12,000t
of material Q3 are exported, which fulfills the export
goal and the solution process ends.
3 PRELIMINARIES
In this section, the basics of constraint programming
are introduced, and trees and tree search algorithm
principles are discussed.
3.1 Basics of Constraint Programming
Constraint Programming (CP) is a powerful concept
to solve problems with incomplete information that
are often NP-complete or even NP-hard. The CP
user formulates requirements for variables and rela-
tions in a declarative manner, which then get solved
by a constraint solver in a sort of ”black box”. In
this paper, we look at Finite Domain Constraints (FD-
Constraints).
A constraint satisfaction problem (CSP) is de-
fined as a 3-tuple P = (X, D, C) (Marriott and Stuckey,
1998).
For a set of variables X = {x
y
, x
2
, ·· · , x
n
} we de-
fine domains D = {D
1
, D
2
, ·· · , D
n
} where D
i
is the
domain of x
i
. Note that the domains are finite sets.
Let C = {c
1
, c
2
, ·· · , c
m
} be a set of constraints,
each over a subset X
′
of variables of X.
A constraint c is a tuple (X
′
, R), with R being a
relation over X
′
.
Solving a CSP yields a solution where all vari-
ables x
i
are instantiated with a value d
i
of domain
D
i
such that all constraints are satisfied (Marriott
and Stuckey, 1998). Examples of constraints are
({A, B}, A ⇐⇒ B) or ({x, y, z}, x − y ≥ z). For the
rest of the paper, we will refer to constraints only by
their relations.
CSPs can be used for optimization, by extending
a CSP with an optimization function f which assigns
a numerical value x
opt
to each found solution of the
CSP. This value is maximized or minimized. This is
called a constraint optimization problem (COP), de-
fined as a 4-tuple P = (X , D, C, f ) (Dechter, 2003).
A Hybrid Constraint- and Search-Based Approach on the Stockyard Planning Problem
117

The following COP 1 is an example for a COP,
which describes the problem of finding a rectan-
gle with sides a and b with only integer val-
ues {1, 2, 3, 4, 5} (e.g. in cm) for a and b, such
that the area A is maximum while at the same
time the perimeter P must not be greater than 15.
COP 1 = (X, D, C, f ) with X = {a, b, A, P}, D =
{D
a
= D
b
= {1, 2, 3, 4, 5}, D
A
= {1, 2, ..., 25}, D
P
=
{1, 2, ..., 15}}, the Constraints C = {(a ∗ b = A), (2 ∗
a + 2 ∗ b ≤ P)} and the optimization function f = A.
It aims to maximize the area. An optimal solution of
this COP is a = 4, b = 3, A = 12, and P = 14.
When solving FD-CSPs, the solver has two gen-
eral types of actions. Creating elemental consistency
between the constraints, and doing a backtracking
depth based search (Apt, 2003; Dechter, 2003; Mar-
riott and Stuckey, 1998). During the search part, in-
dividual variables are instantiated to a value in their
domain (backtracking depth search) and the rest of
the domains restricted according to the affected con-
straints (creating consistency). This process is con-
tinued until either a solution is found or the CSP can’t
be solved with an instantiated variable. In the latter
case, backtracking is performed, which means that
the last variable assignment for a variable x
i
is un-
done, the corresponding value d
i
is removed from the
domain D
i
, and the search continues with a different
assignment d
j
∈ D
i
for the variable x
i
. More informa-
tion about constraints and constraint solving methods
can be found in (Marriott and Stuckey, 1998; Dechter,
2003; Apt, 2003).
3.2 Search Algorithms on Trees
Search problems can be depicted as directional
graphs. A set of vertices v ∈ V and a set of edges e ∈
E, where each edge is a tuple of vertices e = (v1, v2)
make up the tuple T = (V, E) that is a graph (Diestel,
2017). For the representation of the behaviour of a
search algorithm, we use trees (i.e. undirected, acyclic
graphs). The nodes of these graphs or trees represent
states or configuration, the edges stand for state tran-
sitions or search steps. Such trees are called search
trees or decision trees. Let v0 ∈ V be the root of a
tree, i.e. the initial configuration of a system. Further
let depth(v) denote the distance of a node v to v0,
where every edge corresponds to an additional dis-
tance of 1 with the overall distance being the num-
ber of edges on the shortest path from v to v0, where
depth(v0) = 0.
For our application of the stockyard planning
problem, a node will represent the state of the system,
an edge from node v
i
to v
i+1
stands for a step move
from state v
i
to successor state v
i+i
(or step solution,
resp.). All nodes with distance k are system states
after k step moves. A node v ̸= v0 without succes-
sor nodes is called a leaf. Leaves are either solutions
to the search problem or dead ends. Dead ends arise
from there being no more possible solution step (or
the depth having reached a previously set maximum).
A characteristic that many search algorithms share
is greediness. In any greedy algorithm, for each state,
the next step is chosen according to what is seen as
best at that specific point. There is no look-ahead
to compute the best solution for what might come
or look-back to change past partial solutions. Some
widely known greedy algorithms are Dijkstra’s short-
est path algorithm for positively weighed graphs (Di-
jkstra, 1959) or Kruskal (Kruskal, 1956) and Prim’s
algorithms (Prim, 1957) for minimal spanning trees.
Greedy algorithms are not able to find a globally op-
timal solution for every problem, but they find locally
optimal solutions in a reasonable amount of time,
which often approximate the global solution well.
This makes them especially well-suited for runtime-
sensitive optimization problems (Cormen et al., 2009,
Chapter 16).
If the aim is to traverse an entire graph or tree
systematically, some of the most well-known algo-
rithms are Depth-First-Search (DFS) and Breadth-
First-Search (BFS) (Cormen et al., 2009). Both algo-
rithms aim to visit every node of a graph starting from
a starting node v
0
. The former algorithm explores a
graph in-depth, meaning that for each node, one un-
known adjacent node is chosen from which the search
is continued. If a node doesn’t have any unknown ad-
jacent nodes, the algorithm will backtrack to continue
the search. For BFS, all adjacent nodes of a node are
saved and visited in order of discovery. When using
BFS on trees starting with a root v
0
, nodes are visited
in order of increasing depth first.
For graphs of unknown, possibly infinite depths d,
DFS is not complete and not optimal. For big graphs,
BFS needs a massive amount of storage b
d
where b
is the breadth. Thus, for bigger problems, a greedy
approach is favorable.
4 RELATED WORK
In this section we discuss related approaches to solv-
ing the SPP, as well as the usage of Monte Carlo Tree
Search for our approach.
ICINCO 2024 - 21st International Conference on Informatics in Control, Automation and Robotics
118

4.1 Related Approaches to Solving the
SPP
The relevance of the SPP in the real world has resulted
in a variety of research, each focusing on different as-
pects of the problem. These aspects include but are
not limited to: Train and ship scheduling to and from
the stockyard, resource management on the stockyard,
management of machine movements, ensuring avail-
ability of blended materials on the stockyard, routing
constraints on the stockyard.
The paper (Abdekhodaee et al., 2004) presents an
approach focused on train scheduling from mines, us-
ing greedy heuristics for different parts of the prob-
lem. Junior, Rocha and Salles (Junior et al., 2020)
regard stockyards connected to coal mines. The focus
lays on distributing material efficiently on the stock-
yard as well as train scheduling. Blending of materi-
als and conveyor belt concurrency are not touched on.
In (Babu et al., 2015), the aim is to improve stockyard
efficiency and reduce delays, by optimizing ship and
train scheduling and stockyard planning, using greedy
heuristic-based algorithms. Special attention is given
to reducing idle times and delays of ships and trains,
not so much on distribution of goods on stockpiles.
Blending of materials, conveyor belt concurrency and
different types of machines are not regarded. Xie,
Neumann and Neumann (Xie et al., 2021) discuss the
Stockpile Blending Problem (SBP) which addresses
the challenge of producing material of specific qual-
ity from material of different qualities. The available
source material qualities are not certain, as in min-
ing, one cannot determine definitely in advance which
qualities of material are mined. The SBP deals with
possibilities and calculating different mixing ratios to
achieve a definitive goal. This is different from our
problem as our materials and mixing ratios are set in
advance. The SBP does not touch on machine move-
ments nor routing constraints.
None of the given research shares the combination
of aspects present in our stockyard system, thus in
(L
¨
offler et al., 2023) we designed a COP fit to our re-
quirements for the first time, but solved it using com-
plete constraint-based search.
4.2 Monte Carlo Tree Search
Monte Carlo Tree Search (MCTS) is an algorithm
that combines classic tree search with reinforcement
learning (Metropolis and Ulam, 1949; Winands et al.,
2008). It is often used for simulating games, espe-
cially for bigger search trees where minimax search
(Russell and Norvig, 2020, pp.149-150) can be un-
feasible.
For each search depth, a number of options are ex-
plored and given a success value. The success value
is determined by simulating the action from the op-
tion and afterwards a number of random steps, un-
til either a final solution or dead end is reached or a
certain number of steps is exceeded. Each of these
resolutions possesses a value which then gets back-
propagated up to the root of the existing search tree,
adjusting the success value of all steps that were used.
This approach is done for each explored option on a
depth. The most promising option is then chosen as
the next step and the next depth is explored.
While this approach is promising to find a good
solution, it is very time-consuming when applied to
our problem setup. The search tree that is often given
for MCTS does not exist in our case, so we have to
construct it ourselves. If a full search tree was con-
structed, there would be a massive number of options
(around 10
12
) for every solution step, as discussed in
Section 2.2. This is an unfeasible amount of possibil-
ities to compute in a reasonable time. The run-time to
find a satisfying number of random solutions to calcu-
late a score for each option would grow to infeasible
lengths quickly, which defeats the purpose of finding
a solution in a short amount of time. Doing random
simulations once per possible step move would still
have a high run-time, as there is a big number of them
(see Section 2.2). As our system is highly depen-
dent on given import, stockpile, and export contents
as well as the desired outcome, MCTS cannot be done
preemptively for a number of configurations to reduce
the run-time during active usage.
5 A CONSTRAINT-BASED
GREEDY SEARCH APPROACH
FOR THE SPP
Computing a schedule to solve the SPP for a short
planning period is discussed in (L
¨
offler et al., 2023)
using a pure Constraint Programming (CP) approach.
In contrast, now we try to compute longer schedules
(more steps) through optimizing one or a few steps
at a time (while besides following the same general
approach).
In Section 5.1 we discuss the necessary, general
changes to make the COP fit our new greedy step-by-
step approach. The design of a score function used
for greedy choice is discussed in Section 5.2. In Sec-
tion 5.3 we introduce Random Restart DFS as our ap-
proach to find a good solution to the SPP.
A Hybrid Constraint- and Search-Based Approach on the Stockyard Planning Problem
119
5.1 Remodeling the COP
When planning for longer time intervals using a pure
CP-approach, computation time grows to unfeasible
lengths or it becomes impossible to compute any re-
sult with the available hardware. To account for this
problem, we can divide the SPP into smaller prob-
lems and use a greedy approach, planning one step
or a small number of steps at a time. Each solution
step has the result of the previous step as the input,
and we solve until a final configuration (global solu-
tion) is reached or a pre-calculated number of solution
steps is exceeded. This lowers overall computation
time as each problem gets solved faster. For an even
lower computation time, we use a parallel portfolio
approach that does parallel runs on the same input but
with different search strategies and returns multiple
step solutions. This increases the solving speed as
the different models share their calculated score val-
ues with each other which results in a faster domain
reduction. For the next step, the best found step solu-
tion is chosen.
The constraint model has a multitude of variables
for different parts of the stockyard, and constraints
that ensure system consistency. For each import ship
there are variables representing material and mass
for each area on the ship, the same variables exist
for every stockpile and every export ship. For ev-
ery stockyard vehicle, the possible working positions
are stored in a variable. To be able to execute step
moves, there are multiple variables that store possible
sources, destinations, masses and materials for every
action type. Across these variables, constraints are
placed to forbid the parallel execution of actions that
hinder each other or are impossible with the given ma-
terials and masses, as well as to keep the system con-
sistent. E.g. in our scenario from Figure 2 if a mass x
is removed from stockpile area SA0.1 and placed on
stockpile area SA4.0, the resulting mass of SA0.1 has
to be the previous mass minus x, for SA4.0 it has to be
the old mass of SA4.0 plus x.
In (L
¨
offler et al., 2023) we solved the SPP in one
step, i.e. the search for the entire action sequence from
the start configuration to the final configuration was
computed at once and with the aim of a global op-
timal solution. When the problem is divided into a
sequence of smaller steps, the time intervals need to
be divided as well. As different actions may take dif-
ferent amounts of time and multiple actions begin or
finish at different times, dividing time intervals is not
straight-forward.
In the previous pure-CP approach, the optimiza-
tion variable for the COP was the time which was
minimized. When looking at the problem as a se-
quence of time steps, it is not as easy to minimize the
time, as that would require looking back to and alter-
ing previous step solutions or planning ahead multiple
steps, which would defeat the step-by-step approach
entirely and result in a much higher runtime. In Sec-
tion 5.2 we thus design a score function to rate system
states in relation to the goal system state. This score
function is maximized during the solution process of
the COP, its maximal value is reached when the goal
system state is reached. The closer a given system
state is to the goal system state, the higher the score.
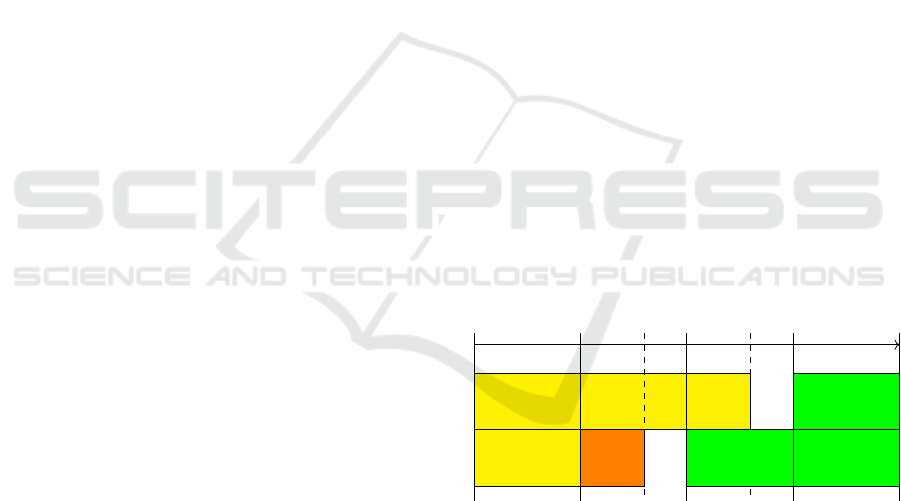
Taking into account this property, it is not use-
ful to assign dynamic time blocks as before. The
time blocks would be maxed out to result in the high-
est possible score, resulting in quasi-uniform time
blocks. We opted to omit this calculation and instead
set all time blocks to a static but freely selectable uni-
form length, as illustrated in Figure 4. These blocks
function as time frames for each solution step. This
means that all actions have to be complete when a
block is finished. Any actions with longer duration
than a block allows are implemented as repeated sin-
gular actions occurring over consecutive blocks of
time. Upper bounds for the maximum amount of
moved material during one time block are restricted
through speed limitations of vehicles and conveyor
belts. It is possible that an action does not take the
entire time block, e.g. if less material is moved than
the speed limitations allow. This results in small idle
blocks, as seen in Figure 4 with the orange transport
block.
Time intervals
Imp. → H1.1 Imp. → H1.1 Imp. → H1.1
Imp. → H2.1
H2.1 → H1.2
H1.1 → Exp.
H2.1 → Exp. H2.1 → Exp.
I
1
I
2
I
3
I
4
Figure 4: Time intervals caused by parallel streams of im-
port (yellow), transportation (orange) and export (green)
moves.
With the COP maximizing the score function, we
are overall aiming to achieve a minimal number of
time blocks needed to meet the goal system state.
Alternatively, time intervals could depend on the
duration of actions. For this, one could construct a
score function that is normalized on the property of
used time. Whenever an action begins or ends, a new
time interval begins and the next actions beginning
alongside the running ones are calculated. This ap-
proach results in a very fluent planning process with-
ICINCO 2024 - 21st International Conference on Informatics in Control, Automation and Robotics
120

out any idle times that can occur with the uniform
time blocks. However, calculating the duration for
an action turns out to be rather hard when deciding
on how long to execute it. E.g. if an import action for
2000t is done in 0.5 time units and the same action for
8000t is done in 2 time units, the normalized score
function would return the same score for both, then
one would need one or multiple additional measures
to decide on the duration of an action, e.g. system re-
activity after different possible duration lengths.
The usage of the static time blocks yields negligi-
ble inaccuracies and is faster compared to a normal-
ized score function with additional measures.
It is not guaranteed to find an optimal solution
with this step-by-step approach, as each step solution
is computed greedily without knowledge of previous
or possible future steps. Additionally, as the con-
straint solver maximizes the given score function, it
stops when no better score can be found for the solu-
tion step. However, there may be multiple solutions
that have the same score, but are in reality not equally
good. The solver will use the first solution with the
highest score and disregard the others, even though
they may result in a faster overall solution. Using the
greedy step-by-step approach allows us to find a good
solution for similarly sized and bigger problems sig-
nificantly faster than we were able to in (L
¨
offler et al.,
2023).
5.2 Design of a Score Function for a
Greedy Step-by-Step Approach
For each step, we solve a COP. Inputs of the COP are
the start configuration X
b
with contents of import and
export vehicles as well as stockpile areas, and the fi-
nal configuration X
f
of what contents are desired in
the concerning components of the stockyard system.
Any given final configuration can be partially unde-
fined. Generally, import ships are to be emptied and
the export ships are to be filled, but the contents of
specific stockpile areas tend to be irrelevant and can
be marked as arbitrary by setting those values to -1 in
X
f
.
We are aiming to maximize the result of the score
function f (X ). It evaluates a stockyard state X, i.e.
the contents of the stockyard during a specific mo-
ment.
f (X) =w
imp
· m
imp
+ w
exp
· m
exp
+ w
exm
· m
exm
+ w
tr
· m
tr
+ w
mpre f
· m
mpre f
(1)
In the equation, all w values refer to weights given
to each score value, and m values are the masses.
• m
imp
denotes the mass of material imported in the
current step
• m
exp
is the total mass of material exported so far,
including the material exported in the current step
• m
exm
refers to the amount of material on the stock-
yard that is ready to be exported, i.e. the material
exists in the correct quality and type
• m
tr
is the mass that is moved through a transport
action in the current step
• m
mpre f
denotes the amount of material that is in a
preferable spot according to given material pref-
erences
Material preferences map different materials to dif-
ferent stockpiles, to ensure that possible occurring
blending operations are easily executable. The ma-
terial preferences need to be determined for every in-
dividual stockyard system, and are thus not generally
applicable. Within a specific stockyard system, dif-
ferent stockyard areas can have different weights per
preference, as in practice, preferences depend largely
on the existing stock on each stockpile area. One can
disregard w
mpre f
and m
mpre f
for any system and use
the universal function for a simplified score value cal-
culation.
The weights given to the masses are typically or-
dered by importance of the action. It is most impor-
tant to fulfill the exports in order to minimize moor-
ing times for the export ships and make space on the
stockyard, and then to fulfill the imports to minimize
mooring times of import ships and to provide mate-
rial for the export. Producing the requested materials
for the export or having them on the stockyard is a
useful prerequisite for fulfilling the export and thus
less important than import and export themselves, but
nonetheless important. Complying to the material
preferences is not obligatory, but can result in a higher
number of possible actions in future step moves. The
last weight given to the transports is a small negative
value, as we do not want to do transports that are not
needed. However, this does not mean that a trans-
port cannot be meaningful. The results of a transport,
for example, can lead to materials being in the right
place according to material preferences, generating a
positive score that outweighs the minor negative costs
associated with the transport operation. Therefore,
transports are only carried out in the planning if they
lead to a positive impact. Shifting materials back and
forth between locations is categorically ruled out in
this process.
Let us now calculate an example score, using the
situation given in Figure 3. Masses are given in thou-
sand tons. In state q
0
there are 20,000t of material Q1
on the import ship, 8,000t of material Q3 on SA0.0,
8,000t of Q2 on SA2.2 and 12,000t of Q1 on SA3.3.
All other spots are empty. Let the weights be as fol-
A Hybrid Constraint- and Search-Based Approach on the Stockyard Planning Problem
121
lows: w
imp
= 1000, w
exp
= 2000, w
exm
= 500, w
tr
=
−1, w
mpre f
= 100, and let there be material prefer-
ences for storing material Q3 on stockpile 0, Q1 on
stockpile 3 and 4, and Q2 on stockpiles 1 and 2. The
weight for exported material is the highest as our pri-
mary goal is to fulfill the exports. As it is important
to empty the import ships, the weight for material im-
ported in one step is the second highest overall. Ma-
terial that is ready for export has a high weight as
well, though not as high as material that is already
exported. We aim to have a big amount of material
ready for export as fast as possible, so this score aids
in that. Abiding by material placement preferences
enhances the reactivity of the system, i.e. the num-
ber of possible moves for future step moves, thus it
gets a small positive score. To reduce unnecessary
machine runtime, transport moves have a small neg-
ative weight so that they are not executed unless it
improves the overall score, e.g. by putting some ma-
terial in a favorable spot. The score for the initial
state q
0
is f (q
0
) = 26000. After the import, blending
and export moves are completed in the first step, the
score for the following state q
1
is as follows: f (q
1
) =
1000·8 +2000 · 8+500 ·12 − 1·0 +100 · 28 = 32800.
After the second step resulting in state q
2
, the score
amounts to f (q
2
) = 54800.
Our score function is simple and functional and
therefore fast to run and easy to understand. How-
ever, we currently do not account for choosing spe-
cific areas for import or transport moves, i.e. certain
stock configurations can result in moves being hin-
dered. E.g. if material Q1 lies on a stockpile area h
i, j
and material Q2 lies on a neighbored stockpile area.
They cannot be blended together into Q3 as there is
no way to reclaim both materials at the same time
if they are reclaimed by the same machine or if one
machine has its counter-weight in the area where the
other reclaiming machine needs to work, as discussed
in Section 2.
Thus there is opportunity to optimize the score
function in the future, possibly by incorporating
methods of machine learning to learn a score func-
tion that is customized for each stockpile system and
recurring tasks.
5.3 Introducing Random Restart DFS
With the use of greedy search to compute solutions, it
is not ensured that the first solution found has a min-
imum amount of steps. The result of our score func-
tion introduced in Section 5.2 is maximized for every
solution step in a solving run. With an optimally cho-
sen score function, this results in a minimal number
of steps. As this cannot be guaranteed with our score
function, we opt to compute multiple solutions and
choose the one with the lowest number of steps.
Computing all solutions however is not feasible,
even if we limit the number s of subsequently pro-
cessed steps and the amount m of step moves for each
step. Computing the score of every move for a se-
quence of s steps would result in an order of m
s
solv-
ing runs. Realistically, m would be around 50 and s
around 15 for a simpler problem, which would result
in around 3e + 25 runs, which is not feasible. If the
number of possible step moves was reduced signif-
icantly, an MCTS approach as discussed in Section
4.2 would be possible.
Initially, a first solution is obtained by means of a
simple greedy search, which corresponds to a single
branch in the search tree. Selecting a few additional
solving runs for generating additional solutions, i.e.
branches, and then choosing the fastest one is a better
approach. There are multiple ways to select starting
points for additional solutions. We call the process
of re-starting the solving process at a known search
node to generate additional solutions ”branching out”
and the process Random Restart Depth First Search
(RRDFS). This search procedure branches out from
randomly chosen search nodes in order to guarantee a
wide distribution of additional solutions. We are first
explaining by way of an example, before discussing
the algorithm more generally.
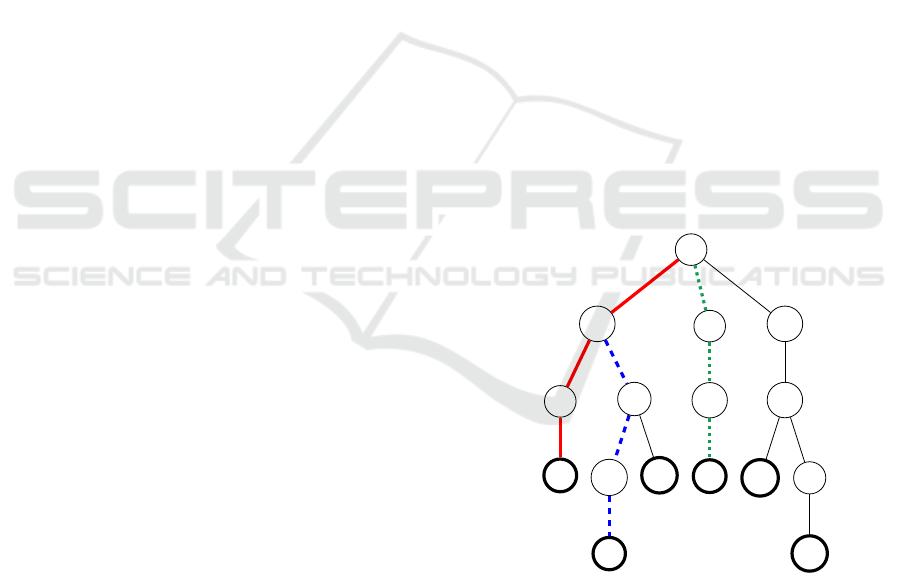
a
b
e
i
f
j
o
k
c
g
l
d
h
m n
p
Figure 5: Simple search tree with 6 global solutions, 3 step
sequences are highlighted.
Figure 5 shows a simple search tree with 6 solu-
tions (i, k, l, m, o, p), of which we will discuss 3. Let
the red thick path (a − b − e − i) be our initial solu-
tion found by the greedy approach. This means that
according to our evaluation function, the interim so-
lutions b, e, and i each have the highest score value at
its branch, denoted as x
opt
, and therefore, according
to our calculation, they have made the most signifi-
ICINCO 2024 - 21st International Conference on Informatics in Control, Automation and Robotics
122

cant progress per step move, making them the most
promising. All other paths from root to the leaves
are distinct search paths, with each edge symboliz-
ing one step move resulting in the next node, i.e. the
next step solution. When an additional step solution is
computed for a depth k, all previously computed step
solutions for depth k are excluded from being found
again.
In Figure 5, let the green dotted path (a−c −g−l)
be the second search path found after the initial search
path. It is distinct from the first solution from the
first step, finding step solution c instead of the pre-
viously chosen solution b. Before searching for so-
lution c, a constraint is added to prevent finding so-
lution b again. As the objective value x
opt
for b was
the highest one found, solution c has an equally good
or slightly worse objective value for x
opt
compared to
b. For the second step, constraints are added to pre-
vent finding any previously found solutions for depth
2, which in this case is only solution d. This pattern
is continued for the rest of the search. Let the blue
dashed path (a−b− f − j−o) be the third search path
that is explored. Starting with node b after having
copied the path (a − b) from the first solution, it finds
a new step solution f , under the additional constraints
of not finding neither solution e nor solution g. This
solution takes more steps than the red thick solution
and the greed dotted solution. In reality, when look-
ing for better solutions than the already found ones,
the search would stop at solution j where no final so-
lution is reached yet. Solution o is a final solution
which would be reached after an additional step. For
data generation, the search would look further than
depth 3.
Consider Algorithm 1 which implements the ran-
dom selection of the start node for the next run. Input
is a search tree T which has all previously found step
solutions, each connected to the previous step solu-
tion. The root node has the starting configuration of
the system and depth 0. The goal of the algorithm is
to find a next node v to re-start a DFS with in order to
find another solution.
In line 1, we obtain the set leaves which has all
nodes that are found at the end of a search run and are
either a global solution. Following, in line 2 the mini-
mum depth of all the end nodes is determined, which
will act as the maximum bound in the next line. The
depth for the next start is chosen randomly in line 3
from all possible starting depths, which range from
0 (root) to 1 step before the earliest possible solution
(minD - 1), as to not look for solutions that take longer
than what has already been found. In line 4, we obtain
a list of all possible starting nodes of the found depth.
From the list, we choose a random index in line 5. Fi-
nally, in line 6, we obtain the step solution v using the
previously chosen index on dNodes, which we return
in line 7. The step solution v is the next starting point
for Random Restart DFS.
Data: existing partial search tree T
Result: next node v to restart with
1 leaves := set of leaves ;
2 minD := minimum depth of nodes in leaves ;
3 nextDepth := random(0, minD − 1);
4 dNodes := list of possible starting nodes with
depth nextDepth;
5 nextIndex := random(0, length(dNodes) − 1);
6 v := dNodes[nextIndex];
7 return v;
Algorithm 1: Random Restart Selection.
By doing this random approach multiple times, we
obtain a plethora of global solutions and dead ends
that can be further evaluated for the lowest number of
steps. In the future, evaluation metrics over resource
efficiency or other measures could be applied as well.
The random choice of the next search depth en-
sures a big variety of starting depths, with no prefer-
ence for earlier (i.e. lower depth) or later (i.e. higher
depth) starting points. From the chosen depth, one
starting solution within that depth is chosen randomly.
This 2-step random selection has no bias for depths
that were chosen previously for restarts.
Consider the alternative method of choosing a
starting solution from all eligible starting solutions.
Due to the exponentially increasing number of solu-
tions at higher depths in the search tree, this method
has a bias for starting solutions of higher depths.
Thus, the method in our Algorithm 1 is preferred.
6 EVALUATION
In Section 6.1 we introduce our test cases and evaluate
their results in Section 6.2.
6.1 Our Test Cases
We generated and examined two types of 50 random
test configurations each. Type 1 has an import se-
quence of length 5 to 10, alternating between materi-
als Q1 and Q2. At the beginning, the stockpiles were
either empty or completely filled (with a probability
of 50 %). The material type (Q1 or Q2) was ran-
domly chosen with a distribution matching the mix-
ing ratios to create material Q3. The demand from
the export ships is at around 20% to 50% of the com-
bined content of the import ships. In type 2, the setup
A Hybrid Constraint- and Search-Based Approach on the Stockyard Planning Problem
123

is the same, though the demand from the export ships
is slightly less or the same as the combined content of
the import ships, so that the planning horizon is sig-
nificantly extended. In principle, all problems were
solvable.
All experiments were carried out on a Dell com-
puter featuring an 4th Gen Intel(R) Core(TM) i7-
4770 quad-core processor running at a clock speed of
3.40 GHz and 32 GB DDR3 RAM, operating at 3401
MHz. The operating system used was MicrosoftWin-
dows 10 Enterprise. The Java programming language
with JDK version 17.0.5 and the constraint solver
Choco-Solver version 4.10.7 (Prud’homme et al.,
2017) was utilised.
6.2 Results
Our results showcase considerable improvements in
multiple areas when compared to our previous ap-
proach in (L
¨
offler et al., 2023). We chose to evalu-
ate the following characteristics, as shown in Tables
1 and 2: The Planning Time denotes the number of
hours planned, i.e. the number of step solutions (here,
one step solution equates to one planned hour). The
Solving Time is the total program runtime in minutes
to find an overall solution. The Solving Time per hour
denotes the average runtime in seconds to find a step
solution, i.e. to plan for one hour. The #parallel
moves is the total number of moves executed in par-
allel throughout all step solutions, with the ∅parallel
moves being its average per step solution. All these
characteristics are evaluated for their minimum, max-
imum and average values.
Each test case could be solved in an acceptable
runtime which was not yet possible with the previous
approach in (L
¨
offler et al., 2023). In regards to the
runtime, it is apparent that the runtime, Solving time,
does not increase linearly, but rather super-linearly as
visible in the increasing value of solving time per hour
for larger problems. The smaller the problem, i.e. the
less hours to plan for, the faster it is. This non-linear
increase has to do with the increase of the constraint
number and the domain sizes of the variables. The
runtime for shorter planning periods is very good, and
the one for longer periods is still acceptable. It may be
possible to improve the program runtime even more in
the future.
The most notable result is in the number of si-
multaneous parallel moves parallel moves. In a step
move, at most 3 actions can be executed in parallel
(import, export, blending or transport). Transport ac-
tions are only done when necessary, as they generally
don’t contribute to an optimal planned schedule (see
Section 2). In Table 1 we see that the average number
of parallel actions per step move is at 2.84 (in Table 2
at 2.81) and thus very close to the desired 3 actions.
The number of average parallel actions for the tested
minimum times is less close to the optimum (2.38 and
2.14 resp.). Executing three actions at once might not
always be possible, e.g. if there is no material Q3 pro-
duced yet, an export action cannot take place. This
means that our results are very close to or at an opti-
mal solution and our system works very efficiently.
Our program has valuable benefits for assisting the
workers in the planning process. We recommend to
have the results monitored by these experts and to not
use them without human approval.
Presently our results are evaluated by our partner
ABB with help of expert knowledge and a digital twin
of a real plant. We aim to continue testing our step-
by-step approach for a variety of sizes of plants. We
expect the program to be able to perform in an accept-
able time for at least medium-sized plants and possi-
bly for big plants too.
7 CONCLUSION AND FUTURE
WORK
In this paper, we have remodeled our COP presented
in (L
¨
offler et al., 2023) for solving the SPP using a
hybrid approach combining constraing programming
with a step-by-step greedy search. This allows us to
plan a schedule for bigger systems over longer periods
of time. We introduced random restart DFS to com-
pute further and possibly better solutions for the SPP
than what was found in a first greedy run. Our ap-
proach guarantees a fair distribution of starting points
for re-runs and could be applied to a variety of prob-
lems aiming to expand search trees.
The score function we designed in 5.2 has po-
tential to be optimized in the future, possibly with
machine learning techniques, e.g. a reinforcement
learning algorithm trained on data generated with the
greedy approach and multiple runs presented in this
paper. This also presents opportunity to bring in ad-
ditional goals, e.g. minimizing machine usage.
Altering the random restart DFS to fit a variety
of goals and requirements is another topic worthy ex-
ploring later on. On the topic of data generation, it
might be possible to save multiple step solutions per
solution step and generate from there, improving run-
time during data generation. Algorithms linking iden-
tical step solutions in the search tree can help generate
more data without additional solving runs.
Using our approach for the digital twin of a real
stockyard system has yielded satisfying results. Go-
ing forward, we are aiming to test our approach for
ICINCO 2024 - 21st International Conference on Informatics in Control, Automation and Robotics
124
Table 1: Results of 50 different stockpile problems of type 1.
Planning time Solving time Solving time per hour (s) #parallel moves ∅parallel moves
min 8 h 2.28 min 15.22 23 2.38
max 28 h 31.32 min 70.13 69 2.96
average 14.82 h 8.94 min 33.58 43.06 2.84
Table 2: Results of 50 different stockpile problems of type 2.
Planning time Solving time Solving time per hour (s) #parallel moves ∅parallel moves
min 18 h 10.15 min 28.14 51 2.14
max 64 h 81.77 min 91.89 154 2.98
average 35.22 h 62.06 min 56.23 97.20 2.81
more and bigger real stockyard systems and have our
results be verified by experts.
REFERENCES
Abdekhodaee, A. H., Dunstall, S., Ernst, A. T., and Lam,
L. (2004). Integration of stockyard and rail network:
a scheduling case study. In 5th Asia-Pacific indus-
trial engineering and management systems confer-
ence. Gold Coast, Australia, page 1–16.
Apt, K. (2003). Principles of Constraint Programming.
Cambridge University Press, New York, NY, USA.
Babu, S. A. I., Pratap, S., Lahoti, G., Fernandes, K. J.,
Tiwari, M. K., Mount, M., and Xiong, Y. (2015).
Minimizing delay of ships in bulk terminals by si-
multaneous ship scheduling, stockyard planning and
train scheduling. Maritime Economics & Logistics,
17:464–492.
Cormen, T. H., Leiserson, C. E., Rivest, R. L., and Stein, C.
(2009). Introduction to Algorithms, 3rd Edition. MIT
Press.
Dechter, R. (2003). Constraint processing. Elsevier Morgan
Kaufmann.
Diestel, R. (2017). Graph Theory. Springer Publishing
Company, Incorporated, 5th edition.
Dijkstra, E. W. (1959). A note on two problems in connex-
ion with graphs. Numerische Mathematik, 1(1):269–
271.
Junior, M. W. J. S., de Oliveira Rocha, H. R., and Salles,
J. L. F. (2020). A multi-product mathematical model
for iron ore stockyard planning problem. Brazilian
Journal of Development, 6(7):45076–45089.
Kruskal, J. B. (1956). On the Shortest Spanning Subtree
of a Graph and the Traveling Salesman Problem. In
Proceedings of the American Mathematical Society,
volume 7, No.1, pages 48–50.
L
¨
offler, S., Becker, I., and Hofstedt, P. (2023). A finite-
domain constraint-based approach on the stockyard
planning problem. In Strauss, C., Amagasa, T., Kotsis,
G., Tjoa, A. M., and Khalil, I., editors, Database and
Expert Systems Applications - 34th International Con-
ference, DEXA 2023, Part II, volume 14147 of Lecture
Notes in Computer Science, pages 126–133. Springer.
Marriott, K. and Stuckey, P. J. (1998). Programming with
Constraints - An Introduction. MIT Press, Cambridge.
Metropolis, N. and Ulam, S. (1949). The monte carlo
method. Journal of the American Statistical Associ-
ation, 44(247):335–341. PMID: 18139350.
Prim, R. C. (1957). Shortest connection networks and some
generalizations. The Bell System Technical Journal,
36(6):1389–1401.
Prud’homme, C., Fages, J.-G., and Lorca, X. (2017). Choco
documentation.
Russell, S. and Norvig, P. (2020). Artificial Intelligence: A
Modern Approach (4th Edition). Pearson.
Winands, M. H. M., Bj
¨
ornsson, Y., and Saito, J.-T. (2008).
Monte-carlo tree search solver. In van den Herik, H. J.,
Xu, X., Ma, Z., and Winands, M. H. M., editors, Com-
puters and Games, pages 25–36, Berlin, Heidelberg.
Springer Berlin Heidelberg.
Xie, Y., Neumann, A., and Neumann, F. (2021). Heuris-
tic strategies for solving complex interacting stock-
pile blending problem with chance constraints. In
Chicano, F. and Krawiec, K., editors, GECCO ’21:
Genetic and Evolutionary Computation Conference,
Lille, France, July 10-14, 2021, pages 1079–1087.
ACM.
A Hybrid Constraint- and Search-Based Approach on the Stockyard Planning Problem
125
