
Towards a Modular Human-Robot Safety Control System Using Petri
Nets
Philipp Kranz
a
, Fabian Schirmer
b
, Marian Daun
c
and Tobias Kaupp
d
Center for Robotics (CERI), Technical University of Applied Sciences W
¨
urzburg-Schweinfurt, Schweinfurt, Germany
Keywords:
Human-Robot Collaboration, Safety, Modularity, Petri Nets.
Abstract:
In industrial human-robot collaboration, where humans and robots operate in a shared workspace, the
paramount concern is the safety of the human operator. The prevailing safety practices evaluate safety based
on the overall assembly sequence, with the most critical task within the sequence being the limiting factor for
all other tasks. This approach often results in significant limitations and the potential exclusion of collabora-
tive interaction. However, the integration of human and robotic capabilities can facilitate the automation of
processes, enhancing overall flexibility. The modular safety control system presented in this work employs
a decentralized approach using Petri nets to evaluate the safety of humans and robots on a task-basis. This
enables bridging the gap between the current, static regulatory framework and the necessary adaptivity of
modern production systems.
1 INTRODUCTION
The concept of human-robot collaboration (HRC)
represents a production paradigm that is designed
to enhance flexibility within the context of Indus-
try 4.0 production landscapes (Kr
¨
uger et al., 2009).
However, the increased flexibility that HRC affords
also gives rise to an elevated risk of safety incidents.
In the case of conventional robot applications, the
workspaces between humans and robots are separated
by safety fences, which effectively eliminate the ma-
jority of safety risks. In contrast, the safety assess-
ment process assumes a pivotal role in HRC, as hu-
mans and robots have to solve assembly tasks together
and interact in the same workspace simultaneously
(Manjunath et al., 2024).
Safety assessment is a critical issue and an ongo-
ing research challenge in HRC (Arents et al., 2021).
The objective of safety assessment is to eliminate the
majority of potential risks at design time. While this
approach works for traditional robot and automation
solutions, it significantly constrains the dynamic as-
pects of human-robot collaboration, impeding the ac-
ceptance of such applications. HRC should therefore
a
https://orcid.org/0000-0002-1057-4273
b
https://orcid.org/0000-0002-7032-8242
c
https://orcid.org/0000-0002-9156-9731
d
https://orcid.org/0000-0003-3017-5816
use passive measures wherever possible, but these
should be complemented by active measures backed
up by an intelligent monitoring strategy.
This is particularly important as most accidents in
HRC occur during process and maintenance opera-
tions (Lee et al., 2021). The causes of these accidents
are often malfunctions, untrained operators, improper
methods, or operator fatigue. However, what is not
considered in many safety assessment approaches is
a system-wide view resulting from the interaction be-
tween human and robot (Berx et al., 2022). Human-
robot interaction is therefore both a driver of the flex-
ibility of HRC, but also introduces new risks that are
difficult to detect with current safety control systems.
Robot safety standards provide limited support for the
implementation of such flexible automation solutions
and do not take human factors and the trade-off be-
tween various industrial requirements and safety into
account (Hanna et al., 2022).
This work presents a model-based approach that
serves as a foundation for the development of a mod-
ular safety control system for HRC assembly. The
system uses a fully decentralized adaptive control
scheme in which independent sub-systems (human
and robot) coordinate with each other. The control
scheme is based on the four MAPE activities: Mon-
itor (M), Analyze (A), Plan (P), and Execute (E).
(Weyns et al., 2013). To this end, this work constructs
a state-space model in the form of Petri nets, which is
384
Kranz, P., Schirmer, F., Daun, M. and Kaupp, T.
Towards a Modular Human-Robot Safety Control System Using Petri Nets.
DOI: 10.5220/0013011900003822
In Proceedings of the 21st International Conference on Informatics in Control, Automation and Robotics (ICINCO 2024) - Volume 1, pages 384-391
ISBN: 978-989-758-717-7; ISSN: 2184-2809
Copyright © 2025 by Paper published under CC license (CC BY-NC-ND 4.0)

capable of evaluating the status of the human and the
robot on an assembly task level and calculating the
current hazard potential in the form of a Safety Risk
Indicator (SRI).
The paper is structured as follows: Section 2 re-
views the literature on HRC risk management and
model-based approaches, including the use of Petri
nets. Section 3 explains the proposed modular safety
control system and how to calculate a Safety Risk In-
dicator. Section 4 details the Petri Net models for
human, robot, and safety control systems. Section 5
evaluates the approach in an industrial use case, and
Section 6 concludes with a discussion, a summary,
and future research directions.
2 RELATED WORK
This section summarizes the research underlying this
work. It first reviews current safety regulations for
HRC and highlights their limitations. Next, the bene-
fits of a modular design for safety control systems are
presented, followed by the use of Petri nets for mod-
eling and their applications in HRC.
2.1 Safety Standards and Regulations
for HRC
Under the European Union’s legal framework, man-
ufacturers, integrators, and end users must ensure
robotic systems comply with the Machinery Direc-
tive’s health and safety requirements. Compliance can
be achieved by adhering to the directive or harmo-
nized standards like ISO 10218 and ISO/TS 15066.
While these standards are not legally binding, a
mandatory risk assessment must identify hazards, es-
timate severity, analyze risks, monitor continuously,
and implement risk mitigation measures (Hanna et al.,
2022). Unlike the automotive sector, which follows
ISO 26262 for safety analysis, no definitive proce-
dures exist for robotics. Techniques such as Fault
Tree Analysis (FTA) and Failure Mode and Effects
Analysis (FMEA) are common but often oversimplify
system behavior, leading to unreliable reliability as-
sessments. There exists a notable gap between the ex-
isting static safety regulations and procedures and the
necessary adaptability required by modern production
systems (Hanna et al., 2022).
2.2 Modular Safety Control in HRC
The modular design of assembly systems allows for
greater flexibility and versatility in their utilization
(Siegert et al., 2021). However, the introduction of
a new or modified application to such a system ren-
ders it a novel and potentially hazardous system from
a safety perspective, necessitating a reassessment of
the associated risks. A modular design of a safety
control system would be advantageous for HRC, as it
would allow for compensation in the event of devia-
tions in the interaction between humans and robots,
as well as enabling a more flexible response to dan-
gerous situations. In their study, (Hillen et al., 2022)
present an initial approach to addressing the discrep-
ancy between the current static safety regulations and
the requisite flexibility of modern production systems.
The modular safety approach allows for comprehen-
sive coverage of the design, development and run-
time phases of risk assessment. In the runtime phase,
a multitude of safety-related variables, including the
present configuration and parameters of the systems,
can be evaluated automatically.
2.3 Petri Nets for Safety Modeling
A Petri net (PN) is a formal model used to describe
and analyze information flow and control systems,
particularly for asynchronous and concurrent activ-
ities (Peterson, 1977). PNs have a long history in
safety control, with Leveson and Stolzy using time
PNs to model failures in safety-critical real-time soft-
ware systems, focusing on fault tolerance and risk
mitigation (Leveson and Stolzy, 1987). Recently, PNs
have gained traction for safety, reliability, and risk as-
sessment due to their formal, graphical, and mathe-
matical nature, which enables realistic modeling of
dynamic behaviors (Kabir and Papadopoulos, 2019).
However, PNs can face state space explosion issues,
limiting their use in large systems. Modularization
has been proposed as a solution (Yevkin, 2011; Chi-
acchio et al., 2013). Given the complexity of human-
robot collaboration (HRC) in assembly tasks, this
work adopts a modular approach to enhance the scal-
ability of the PNs used.
2.4 Petri Nets in HRC
Chao and Thomaz utilize time PNs to create a sys-
tematic model for reciprocal human-robot turn-taking
(Chao and Thomaz, 2016). Their modular ap-
proach maps various resources and social actions, like
speech, gaze, and gestures, enabling the robot to per-
form pick-and-place tasks while adapting to the hu-
man operator. This results in quicker reactions and
improved task completion compared to simpler state-
based methods. Similarly, Casalino et al. use time
PNs to enhance scheduling in collaborative assembly
Towards a Modular Human-Robot Safety Control System Using Petri Nets
385
(Casalino et al., 2019). Their model allows for adap-
tive adjustments based on runtime data, responding
to variations in human task durations and optimizing
assembly activities. The principles of modularity and
adaptivity can also inform the development of a safety
control system for HRC. This work builds on the PNs
in (Casalino et al., 2019), extending their approach to
include a safety control loop.
3 MODULAR HRC SAFETY
CONTROL SYSTEM
This section presents a modular safety control sys-
tem for HRC. Firstly, the overall architecture based
on MAPE principles is explained. The most common
hazards for HRC assembly are then classified, and
a SRI is calculated as a safety metric for task-based
safety assessment.
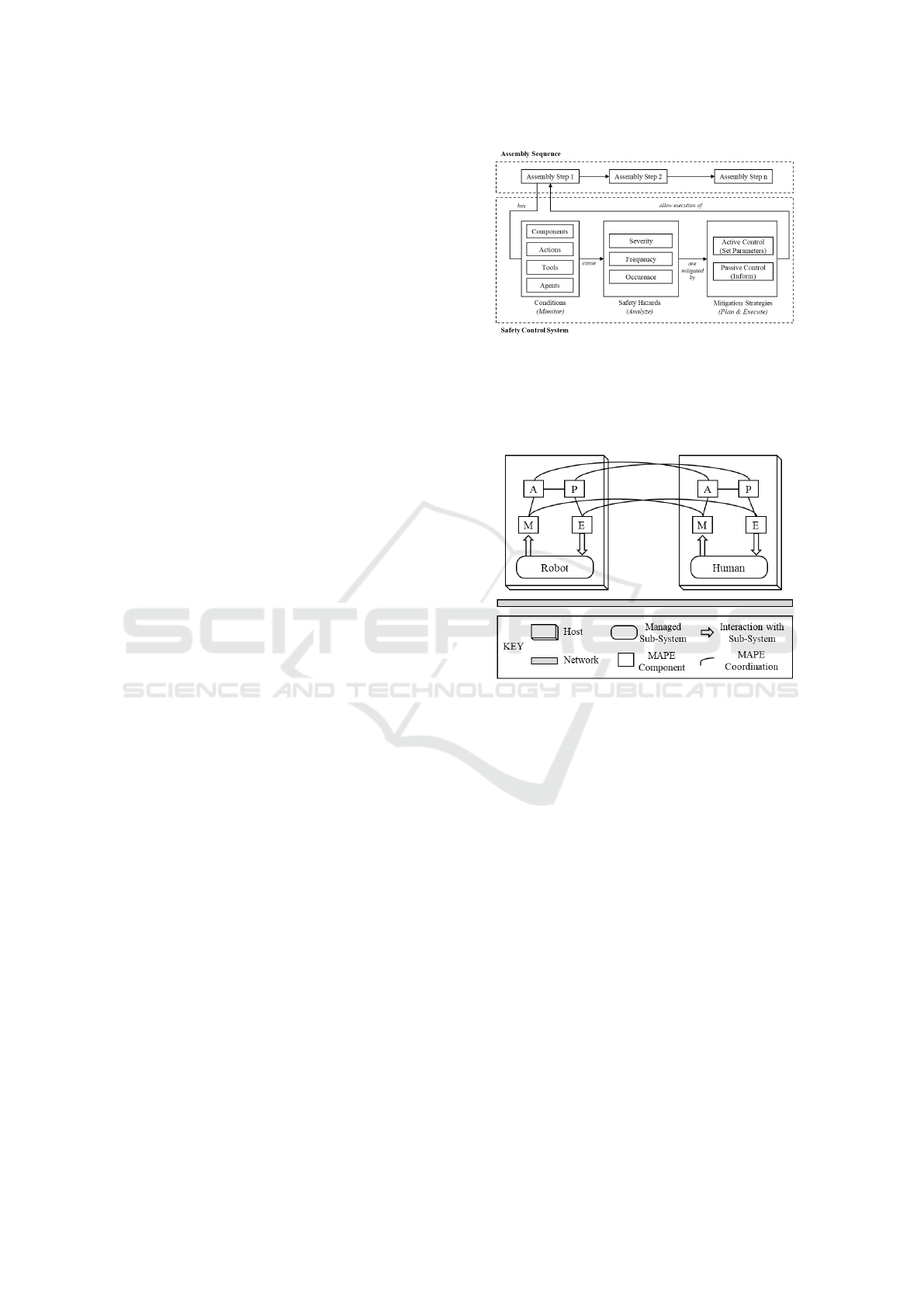
3.1 Overall Architecture
The system architecture overview is depicted in Fig-
ure 1. In human-robot interaction during assembly,
each step (1 to n) involves specific conditions related
to components, actions, tools, and agents. These con-
ditions, alongside environmental factors, can lead to
safety hazards (accidents or losses) (Leveson, 2016).
Hazards are categorized by severity, frequency, and
likelihood of occurrence. To mitigate risks, we can
use active controls that adjust system parameters or
passive controls that raise awareness of potential haz-
ards. Our safety control system employs a MAPE
(Monitor, Analyze, Plan, and Execute) loop to contin-
uously monitor conditions, analyze safety risks, and
implement mitigation strategies, ensuring customized
safety precautions for each assembly step (De Lemos
et al., 2013).
To enhance modularity, we implemented a decen-
tralized safety control system based on the MAPE
loop, as shown in Figure 2. In this fully decentral-
ized approach, each host operates its own MAPE loop
(De Lemos et al., 2013). The local M, A, P, and E
components coordinate with corresponding peer com-
ponents from other hosts, facilitating flexible infor-
mation exchange on system status and analysis re-
sults. The local P components manage adjustment
actions that activate their local E components to ex-
ecute actions on the sub-systems. In HRC assembly,
these sub-systems correspond to the agents involved,
which include both the human and the robot.
Figure 1: Overview of the proposed system with the two
main components, the assembly sequence and the safety
control system. Each assembly step is associated with spe-
cific conditions that give rise to different safety hazards.
These hazards are analyzed to apply appropriate mitigation
strategies, which legitimize execution of the assembly step.
Figure 2: Decentralized pattern of a collaborative
workspace, consisting of two sub-systems, the human and
the robot, adapted from (De Lemos et al., 2013). The
MAPE components of the human sub-system communi-
cate with the MAPE components of the robot sub-system,
making the overall system modular and adaptable to future
changes.
3.2 Hazard Sources in HRC Assembly
In order to conduct a safety assessment for Human-
Robot Collaboration (HRC), it is essential to identify
potential risk factors. Most accidents in HRC occur
during the execution of tasks (Lee et al., 2021). Each
task involves components, actions, tools, and agents,
all of which contribute to safety hazards. In adverse
scenarios, a combination of these elements and envi-
ronmental conditions may lead to safety risks (Leve-
son, 2016). Therefore, hazards are attributed to these
conditions, forming the basis for calculating a risk in-
dicator for specific tasks. This study focuses on task-
specific safety hazards, assuming that the robot and
workspace are inherently safe.
In assembly, components are the individual parts
that are combined, while sub-assemblies consist of at
ICINCO 2024 - 21st International Conference on Informatics in Control, Automation and Robotics
386

least two components. The final product represents
the highest level, incorporating both sub-assemblies
and components. Handling components, especially
by robots, can create various hazards, such as sharp
edges posing risks to workers and difficult-to-grip
geometries that increase the likelihood of dropping
heavy components. An ordinal rating system catego-
rizes components as low, medium, or high risk based
on their characteristics.
Actions are operations necessary for assembling
components into sub-assemblies or final products,
performed by either robots or humans. This study fo-
cuses on the following actions: 1) Pick: the robot or
human grasps a component, 2) Place: the robot or
human moves and releases a component at a specific
point, 3) Join: the robot or human connects compo-
nents or sub-assemblies with the required force, 4)
Hold: the robot or human fixes a component in po-
sition, often with the robot acting as a third hand in
collaborative tasks, and 5) Screw: the robot or human
drives a screw using a screwdriver, with the appropri-
ate tool.
Tools are objects required for specific actions,
used by either humans (e.g., screwdrivers, hammers)
or robots (as end-effectors or gripped tools). How-
ever, tools can also introduce safety risks, influenced
by their geometry (e.g., piercing by a screwdriver bit)
or function (e.g., crushing or entanglement).
Agents in HRC include humans, robots, or both,
and the interaction modes depend on the task. For
tasks performed exclusively by humans or robots,
only their respective risk indicators are considered.
In collaborative tasks, the interactions must be eval-
uated, as safety risks can escalate with certain in-
teraction types. This work recognizes five interac-
tion modalities as proposed by (Bauer et al., 2016):
1) Human-Robot Cell: Humans and robots work in
separate areas, with the robot fenced off, preventing
contact, 2) Human-Robot Coexistence: Humans and
robots work in separate areas without a safety fence,
with no direct contact, 3) Human-Robot Synchro-
nized: Humans and robots share a workspace, work-
ing on the same component but at different times, 4)
Human-Robot Cooperation: They work on different
components in the same space simultaneously, with
possible but unnecessary contact, and 5) Human-
Robot Collaboration: Both work on the same com-
ponent in the same space at the same time, with nec-
essary contact.
3.3 Safety Metrics in HRC
In human-robot collaboration, safety hazards are usu-
ally assessed at design time, not at runtime, as it
is proposed in this work. One of the most com-
monly used metrics for design time safety assessment,
the risk priority number, is typically used to assess
hazards, prioritize them and identify the most criti-
cal ones so that targeted mitigation strategies can be
found (Afefy, 2015). The risk priority number is made
up of the severity of a hazard, its occurrence prob-
ability and its detectability. As it is not possible to
objectively measure detectability at runtime, the met-
ric is adjusted accordingly and the frequency at which
the actor is exposed to a hazard is used instead. The
three components of our Safety Risk Indicator (SRI)
are then defined as follows: 1) Severity (S): The po-
tential impact or seriousness of a failure on the system
is evaluated. Higher severity means more significant
consequences, 2) Frequency (F): This measure the
number of exposures to a situation where a potential
hazard can occur, and 3) Occurrence (O): This as-
sesses how likely it is for a particular failure to hap-
pen. A higher occurrence rate indicates that the fail-
ure is more common.
The defined conditions of an assembly task af-
fect the SRI variables: Components and tools impact
severity, the number of actions affects frequency, and
the agents and their interaction modalities influence
occurrence. All variables are scaled as low, medium,
or high and weighted as follows: severity (S) [3], oc-
currence (O) [2], and frequency (F) [1]. The SRI is
calculated as: SRI = 3 x S + 2 x O + 1 x F
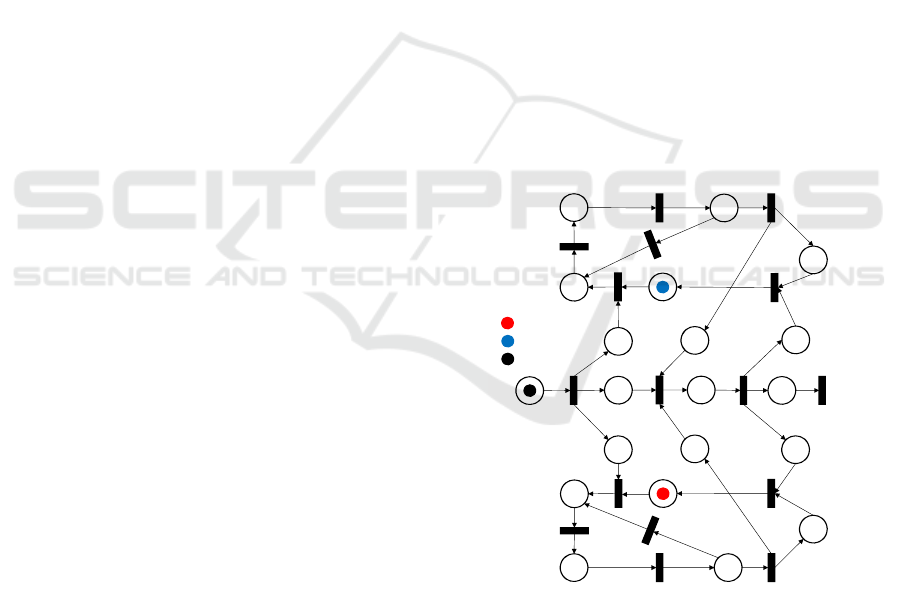
4 HRC SAFETY CONTROL
MODEL
The modular HRC safety control system is modeled
using PNs. The MAPE loops of the human and robot
are integrated into a PN to model the control of a hu-
man, a robot and a human-robot task (Figure 3). The
PN models in this paper are based on the work of
(Casalino et al., 2019).
4.1 Model of a Robot Control System
To control a robot task, only the upper two compo-
nents of the PN are used: the assembly task and the
robot control loop. The robot status is represented
by a blue token linked to the assigned task. Before
starting the robot task, a condition check is initiated,
providing all relevant information (components, tools,
etc.). When T0 (Figure 3) is triggered, the safety con-
trol process begins.
The token first moves to ”Check Environment,”
where current parameters of the robot and its environ-
ment are assessed. Using these values, an SRI value
Towards a Modular Human-Robot Safety Control System Using Petri Nets
387
is calculated to establish a task-specific safety metric,
as detailed in Section 3.3. Robot parameters are then
adjusted to meet the SRI safety requirements. If the
requirements are satisfied, T8 fires and the robot pro-
ceeds to the assembly step and returns to ”Wait/Idle”
afterward. If not, T7 fires and the token moves to
”Check Environment,” and the safety control loop re-
evaluates the conditions for potential task execution.
The robot token consists of both unchangeable
and changeable values. Unchangeable values include
the robot type and the end-effector or tool, which
may vary depending on configuration or if a gripper
change system is used. Changeable values involve
current robot parameters (speed and force) and task-
specific conditions, such as 1) components to be han-
dled for the assembly step, 2) required actions, and
3) the interaction modality with the human operator.
These variable values can be modified throughout the
safety control cycle. Initially, task-specific conditions
are recorded during the monitoring phase, followed
by SRI calculation and adjustments to robot parame-
ters. Thus, the value composition for the robot’s place
type includes:
Robot = Type × CurrentSpeed × CurrentForce ×
Components × Actions × Tools × Interaction × SRI
4.2 Model of a Human Control System
The safety control system for the human operates sim-
ilarly to that of the robot (Figure 3, lower part). After
T0 is fired, the control loop starts, and the red human
status token moves to ”Check Environment.” Depth
cameras assess the human’s availability and position
at the collaborative workplace, while specific assem-
bly step information is gathered. An SRI value for the
human operator is calculated, mirroring the robot’s
process.
Due to the non-deterministic nature of human be-
havior, we can only passively control the human by
informing them of the calculated SRI and associated
risks. If T12 is satisfied, the task execution is con-
firmed, and the human receives assembly instructions.
The token then moves to ”Human Task” during exe-
cution and returns to ”Wait/Idle” afterward. If T14 is
fired, the token moves to ”Check Environment”, and
the safety control loop is re-triggered.
The human token consists of both changeable
and immutable values. Immutable values include the
employee ID, job description, and relevant training,
which help identify whether the individual is a trained
assembly or maintenance operator or a non-specialist,
the latter posing a higher safety risk. Like robots, hu-
man operators are assigned appropriate working con-
ditions based on the task. However, the tool used is
a variable value, while other conditions align with the
robot’s task-specific parameters. Since humans lack
directly adjustable parameters, only passive mitiga-
tion strategies can be employed. Thus, the value com-
position for the human’s place type includes:
Human = EmployeID × Jobtitle × Trainings ×
Components × Actions × Tools × Interaction × SRI
4.3 Model of a Human-Robot Control
System
In collaborative assembly situations, both, human and
robot execute an assembly step together (Figure 3).
For this purpose, both safety control systems work in
parallel. When T0 fires, both systems are triggered
and start their respective control loops, like they do
when the safety for a pure robot or a pure human step
is checked. As intended for the decentralized system
and as described in Section 3.1, the corresponding
MAPE components of the human and the robot con-
trol system are in close interaction to cover the over-
all safety hazards regarding the shared assembly step.
Transition T1 to start the actual Human-Robot Task
can only be fired, if both, the robot parameters are
met and the residual risk for the human is tolerable.
P1 (Check Task
Conditions)
P2 (Robot/Human
Task)
P9 (Confirm
Execution
/Execute)
P6 (Check
Environment
/Monitor)
P7
(Calculate
SRI
/Analyze)
P8 (Set Robot
Parameters/
Plan)
T8 robot.SRI <=
robot.parameter
P4 (Wait/Idle)
T7 (robot.SRI >
robot.parameter)
Robot
P0 (Start Task)
P3 (End Task)
Task
P5 (Aux 1
Robot)
P16 (Confirm
Execution
/Execute)
P13 (Check
Environment
/Monitor)
P14 (Calculate
SRI
/Analyze)
P15 (Inform Human
about Risks /Plan)
T12 (human.SRI <=
Human.risk)
P17 (Wait/Idle)
T14 (human.SRI >
Human.risk)
P12 (Aux 1
Human)
Human
P11 (Aux 3
Robot)
P10 (Aux 2
Robot)
P18 (Aux 2
Human)
P19 (Aux 3
Human)
T0
T1 T2
T3
T4
T5
T6
T9
T10
T11
T13
T15
Figure 3: Petri net for the control structure of a human-
robot task. Top: Robot safety control loop. Middle: HRC
assembly step. Bottom: Human safety control loop.
In the human-robot tasks, the token values associ-
ated with both the robot and the human are integrated
to compute the SRI. The aforementioned values com-
prise the employee ID, job title and trainings for the
human, and the type, current speed and current force
ICINCO 2024 - 21st International Conference on Informatics in Control, Automation and Robotics
388

Figure 4: Exploded view of the product consisting of a
base (cabin, load carrier, and chassis), a front axle, a rear
axle, and four sub-assembly 1 (axle holder and two screws)
(Schirmer et al., 2024).
for the robot. Task-specific values, including the com-
ponents, actions and tools, are combined for both ac-
tors, thereby creating a new interaction modality. The
calculated SRI is then applied to the human and the
robot. In conclusion, the value composition for the
place type of human-robot task is as follows:
Human-Robot = Type × CurrentSpeed ×
CurrentForce× EmployeID × Jobtitle × Trainings ×
Components × Actions × Tools × Interaction × SRI
5 APPLICATION
The safety control system, as previously created, is
now applied to an industrial use case: the collabo-
rative assembly of a toy pick-up truck. This paper
demonstrates how the interaction between the MAPE
components of the robot and human affect the SRI
score, and how this can be manipulated by adjusting
the human and robot parameters.
5.1 Experimental Setup
The collaborative assembly of a toy pick-up truck,
shown in Figure 4, is employed as a case study
(Schirmer et al., 2024). The assembly sequence com-
prises tasks that are performed exclusively by hu-
mans, exclusively by the robot, or by an interaction
of the two actors.
In the initial assembly phase, the robot prepares
the truck base, consisting of the load carrier, cabin,
and chassis, by positioning them upside-down in an
assembly bracket. The human operator prepares sub-
assembly 1 by inserting two screws into each axle
holder. They then collaborate to fix the front axle: the
robot positions it, and the operator secures it with two
sub-assembly 1 using an electric screwdriver. This
process is repeated for the rear axle.
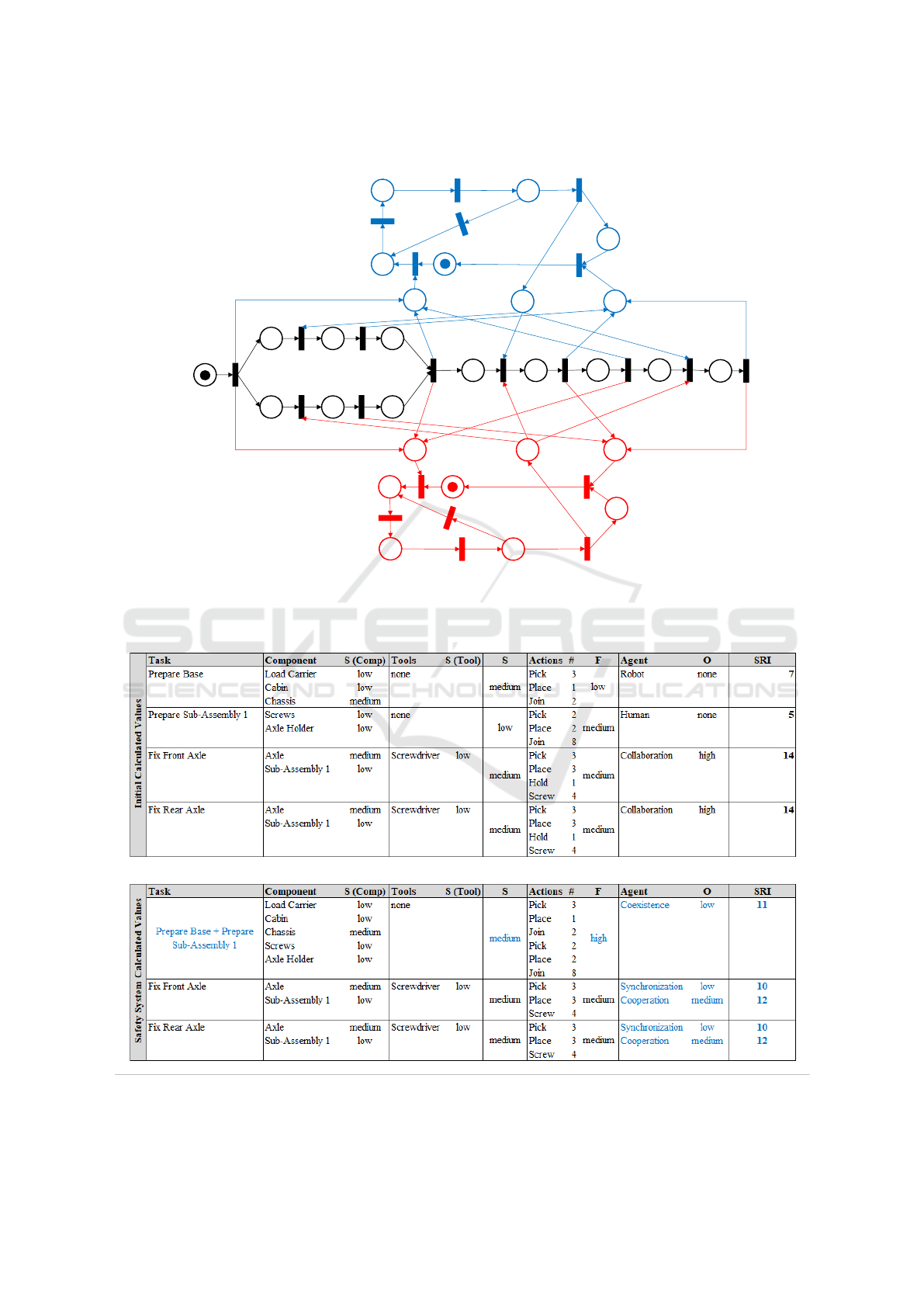
The SRI of the truck assembly tasks was initially
determined using the evaluation criteria set out in Sec-
tion 3 (Figure 6 top). The severity is determined by
the severity of the components and the severity of the
tools used in the task. The number of actions is trans-
lated into the frequency, and the type of interaction
between the agents is translated into the occurrence.
5.2 Safety Control System of the Toy
Pick-Up Truck
Figure 5 shows the safety control of the toy truck
modeled by using the PN from Section 4. The three
main components are color-coded: the assembly se-
quence in black, the robot’s safety control in blue,
and the human’s in red. Once the assembly starts and
T0 is activated, the tasks ’Prepare Base’ and ’Pre-
pare Sub-Assembly 1’ are initiated simultaneously,
engaging both agents’ safety control systems. As they
progress through their MAPE cycles, their monitor
components update to recognize that both agents are
working in the same collaborative space, effectively
merging the tasks. This results in an increased SRI
from 7 (Prepare Base) and 5 (Prepare Sub-Assembly
1) to 11 (Figure 6 bottom).
The ’Fix Front Axle’ and ’Fix Rear Axle’ tasks
require interaction, initially planned as collaborative.
After T0 fires, both safety control systems activate
and go through their MAPE loops. Their identical
initial SRI of 14 (Figure 6 top) is too high for execu-
tion. To lower the SRI, the interaction can be adjusted
to synchronization (SRI 10) or cooperation (SRI 12)
(Figure 6 bottom). The synchronization option is
chosen for execution due to its lower SRI, though
other factors like execution time or ergonomics could
change this decision.
6 DISCUSSION AND
CONCLUSION
The presented safety control system can conduct
safety assessments for collaborative assembly se-
quences on a task basis, allowing for more dynamic
evaluations compared to existing EU-standard sys-
tems, which require full assembly assessments. This
task-based approach promotes modular HRC systems
and enables the reuse of safety assessments across dif-
ferent sequences. However, the current system has a
limitation in its discrete assessment of safety hazards,
which cannot account for safety-critical factors occur-
ring during task execution.
In summary, this paper introduces a modular
safety control system based on the MAPE cycle, en-
abling decentralized safety evaluations for both robot
and human agents. By using Petri nets to represent the
system, we demonstrate the behavior of the MAPE
Towards a Modular Human-Robot Safety Control System Using Petri Nets
389
P0 (Start
Assembly)
P1 (Check Task
Conditions)
P2 (Prepare
Base)
P9 (Check Task
Conditions)
P10 (Prepare Sub-
Assembly 1)
P4 (Check Task
Conditions)
P5 (Fix Front
Axle)
P8 (Fix Rear
Axle)
P7
P19 (Wait/Idle)
P15 (Check
Environment
/Monitor)
P16 (Calculate SRI
/Analyze)
P17 (Set Robot
Parameters
/Plan)
P18
(Confirm
Execution
/Execute)
T12
(Robot.SRI >
robot.parameter)
T13 (Robot.SRI <=
robot.parameter)
P27 (Wait/Idle)
P23 (Check
Environment
/Monitor)
P26 (Give
Assembly
Instructions
/Execute)
P24 (Calculate SRI
/Analyze)
P25 (Inform Human
about Risks
/Plan)
T18 (human.SRI >
human.risk)
T19 (human.SRI <=
human.risk)
Blue = Robot Safety Control System
Red = Human Safety Control System
Black = Assembly Sequence
P20 (Aux 1 Human)
P12 (Aux 1 Robot)
T9
P13 (Aux 2 Robot)
P14 (Aux 3 Robot)
P3 (End
Task)
P21 (Aux 2 Human)
P22 (Aux 3 Human)
T0
T1 T2
T3
T4
T5
T6
T7
T8
T10
T11
T14
T15
T16
T17
T20
P6
P11 End
Task
T21T22
Figure 5: Petri net for the toy truck assembly. Different colors are used to distinguish between the three major parts of the
PN: black for the assembly task, blue for the safety control system of the robot, and red for the safety control system of the
human.
Figure 6: Calculated SRI values for the truck use case. Top: Initially calculated values. Bottom: Calculated values from the
safety control systems. Changes from the initial values are marked in blue.
ICINCO 2024 - 21st International Conference on Informatics in Control, Automation and Robotics
390

components and their connection to the assembly se-
quence. Evaluations in an industrial context show the
system’s ability to discern various interaction modal-
ities and adjust parameters to keep safe robot interac-
tions within acceptable ranges.
In future work, in addition to a general risk assess-
ment of the current task, we intend to integrate the
detection and mitigation of more specific safety risks
into our system. These will be continually reviewed
to overcome our current limitation of discrete safety
assessment, which can only identify risks before, but
not during, task execution.
ACKNOWLEDGEMENTS
This research was partly funded by the Bayerische
Forschungsstiftung under grant no. AZ-1512-21. We
thank our industry partners Fresenius Medical Care,
Wittenstein SE, Uhlmann und Zacher, DE software &
control and Universal Robots.
REFERENCES
Afefy, I. H. (2015). Hazard analysis and risk assess-
ments for industrial processes using fmea and bow-tie
methodologies. Industrial Engineering and Manage-
ment Systems, 14(4):379–391.
Arents, J., Abolins, V., Judvaitis, J., Vismanis, O., Oraby,
A., and Ozols, K. (2021). Human–robot collaboration
trends and safety aspects: A systematic review. Jour-
nal of Sensor and Actuator Networks, 10(3):48.
Bauer, W., Bender, M., Braun, M., Rally, P., and Scholtz,
O. (2016). Lightweight robots in manual assembly–
best to start simply. Frauenhofer-Institut f
¨
ur Ar-
beitswirtschaft und Organisation IAO, Stuttgart, 1.
Berx, N., Decr
´
e, W., Morag, I., Chemweno, P., and Pin-
telon, L. (2022). Identification and classification
of risk factors for human-robot collaboration from a
system-wide perspective. Computers & Industrial En-
gineering, 163:107827.
Casalino, A., Zanchettin, A. M., Piroddi, L., and Rocco,
P. (2019). Optimal scheduling of human–robot col-
laborative assembly operations with time petri nets.
IEEE Transactions on Automation Science and Engi-
neering, 18(1):70–84.
Chao, C. and Thomaz, A. (2016). Timed petri nets for flu-
ent turn-taking over multimodal interaction resources
in human-robot collaboration. The Int. Journal of
Robotics Research, 35(11):1330–1353.
Chiacchio, F., Cacioppo, M., D’Urso, D., Manno, G., Tra-
pani, N., and Compagno, L. (2013). A weibull-
based compositional approach for hierarchical dy-
namic fault trees. Reliability Engineering & System
Safety, 109:45–52.
De Lemos, R., Giese, H., M
¨
uller, H. A., Shaw, M., Ander-
sson, J., Litoiu, M., Schmerl, B., Tamura, G., Ville-
gas, N. M., Vogel, T., et al. (2013). Software engi-
neering for self-adaptive systems: A second research
roadmap. In Software Engineering for Self-Adaptive
Systems II, pages 1–32. Springer.
Hanna, A., Larsson, S., G
¨
otvall, P.-L., and Bengtsson,
K. (2022). Deliberative safety for industrial intel-
ligent human–robot collaboration: Regulatory chal-
lenges and solutions for taking the next step towards
industry 4.0. Robotics and Computer-Integrated Man-
ufacturing, 78:102386.
Hillen, D., Huck, T. P., Laxman, N., Ledermann, C., Re-
ich, J., Schlosser, P., Schmidt, A., Schneider, D.,
and Uecker, D. (2022). Plug-and-produce... safely!
end-to-end model-based safety assurance for recon-
figurable industry 4.0. In Int. Symposium on Model-
Based Safety and Assessment, pages 83–97. Springer.
Kabir, S. and Papadopoulos, Y. (2019). Applications of
bayesian networks and petri nets in safety, reliabil-
ity, and risk assessments: A review. Safety science,
115:154–175.
Kr
¨
uger, J., Lien, T., and Verl, A. (2009). Cooperation of
human and machines in assembly lines. CIRP Annals,
58(2):628–646.
Lee, K., Shin, J., and Lim, J.-Y. (2021). Critical hazard fac-
tors in the risk assessments of industrial robots: causal
analysis and case studies. Safety and health at work,
12(4):496–504.
Leveson, N. and Stolzy, J. (1987). Safety analysis using
petri nets. IEEE Transactions on Software Engineer-
ing, SE-13(3):386–397.
Leveson, N. G. (2016). Engineering a safer world: Systems
thinking applied to safety. The MIT Press.
Manjunath, M., Raja, J. J., and Daun, M. (2024). Early
model-based safety analysis for collaborative robotic
systems. IEEE Transactions on Automation Science
and Engineering.
Peterson, J. L. (1977). Petri nets. ACM Comput. Surv.,
9(3):223–252.
Schirmer, F., Kranz, P., Rose, C. G., Schmitt, J., and Kaupp,
T. (2024). Holistic assembly planning framework
for dynamic human-robot collaboration. In Intelli-
gent Autonomous Systems 18, pages 215–227, Cham.
Springer Nature Switzerland.
Siegert, J., Krispin, L., Ramez, A., El-Shamouty, M.,
Schlegel, T., Zarco, L., Roth, F., and Mannuß, O.
(2021). Model-based approach for the automation and
acceleration of the ce-conformity process for modular
production systems: Future requirements and poten-
tials. ESSN: 2701-6277.
Weyns, D., Schmerl, B., Grassi, V., Malek, S., Mirandola,
R., Prehofer, C., Wuttke, J., Andersson, J., Giese, H.,
and G
¨
oschka, K. M. (2013). On patterns for decen-
tralized control in self-adaptive systems. In Software
Engineering for Self-Adaptive Systems II, pages 76–
107. Springer.
Yevkin, O. (2011). An improved modular approach for dy-
namic fault tree analysis. In Annual Reliability and
Maintainability Symposium, pages 1–5.
Towards a Modular Human-Robot Safety Control System Using Petri Nets
391
