
Accident Prevention in Industry 4.0 Using Retrofit: A Proposal
Paulo Henrique Mariano
a
, Bruno Pinho Campos
b
, Frederico Augusto Cardozo Diniz
c
,
Carlos Frederico Cavalcanti
d
and Ricardo Augusto Rabelo Oliveira
e
Computing Department (DECOM), Federal University of Ouro Preto (UFOP), Ouro Preto 35400-000, Brazil
Keywords:
Safe, Artificial Intelligence, Pattern Recognition, Machine Learning, Retrofit, Industry 4.0.
Abstract:
In this work, we present an Industry 4.0 retrofit solution to prevent accidents in industrial environments, specif-
ically focusing on the operation of bandsaw machines. It examines a real-world scenario where a company
aims to enhance worker safety by implementing an integrated solution. The proposed solution involves a
pattern recognition system that monitors the work area and sends commands to stop the machine in case of
dangerous movements near the bandsaw. This system adheres to Industry 4.0 principles, demonstrating how
this methodology can create a safer industrial environment to connect information technology (IT) and opera-
tional technology (OT).
1 INTRODUCTION
Despite all the technology involved and discussed,
factories still have a lot of manual labor, and some
are dangerous tasks that can cause accidents. In 2020,
the Ministry of Labor data showed 465.772 work-
place accidents in Brazil. Of these, 47.293 involved
wrist, hand, and finger injuries, representing 10.15
percent of total accidents, making them the most com-
mon type of workplace injury. These injuries include
cuts, fractures, and amputations(Social and Security,
2023).
Serious workplace accidents have significant im-
pacts on workers. These impacts include physical in-
juries, psychological distress, economic hardship, and
social vulnerability. Workers often face long recovery
periods, permanent disabilities, and associated psy-
chological trauma. The financial impacts are severe,
especially for informal workers who lack social pro-
tection and benefits. The burden on families is sub-
stantial, as they often need to provide care without
adequate resources, exacerbating social and economic
vulnerabilities(Menezes and Magro, 2023).
In recent times, Industry 4.0 concepts have be-
come a focal point for many companies striving to
a
https://orcid.org/0009-0001-0505-3879
b
https://orcid.org/0009-0006-8124-0998
c
https://orcid.org/0009-0007-6977-2411
d
https://orcid.org/0000-0002-8522-6345
e
https://orcid.org/0000-0001-5167-1523
Figure 1: Day of Work in an Band Saw Machine.
remain competitive in the modern market. Industry
4.0, often referred to as the Fourth Industrial Rev-
olution, encompasses the integration of Information
Technology (IT) and Operational Technology (OT) to
create smart factories(Dalenogare et al., 2018). This
Mariano, P. H., Campos, B. P., Diniz, F. A. C., Cavalcanti, C. F. and Oliveira, R. A. R.
Accident Prevention in Industry 4.0 Using Retrofit: A Proposal.
DOI: 10.5220/0013473900003929
In Proceedings of the 27th International Conference on Enterprise Information Systems (ICEIS 2025) - Volume 2, pages 649-656
ISBN: 978-989-758-749-8; ISSN: 2184-4992
Copyright © 2025 by Paper published under CC license (CC BY-NC-ND 4.0)
649

fusion aims to improve productivity, optimize pro-
cesses, and significantly reduce waste of materials
and money. Industry 4.0 leverages advanced tech-
nologies such as the Internet of Things (IoT), artifi-
cial intelligence (AI), machine learning, big data an-
alytics, and blockchain to create interconnected sys-
tems. These technologies facilitate real-time moni-
toring, predictive maintenance, and seamless commu-
nication at all levels of production(Dalenogare et al.,
2018). Beyond these capabilities, this technology can
also improve the safety and security environment of
industrial workers and employees.
This work proposes a novel Industry 4.0 retrofit
solution specifically designed to prevent accidents in
industrial environments by focusing on the opera-
tion of band saw machines. Unlike traditional safety
mechanisms, which often rely solely on reactive mea-
sures, this solution introduces an integration of ma-
chine learning-based pattern recognition to monitor
and enhance worker safety proactively. The machine
learning system continuously monitors the work area
for dangerous movements, sending immediate com-
mands to stop the machine in case of a potential haz-
ard, as depicted in Figure 9.
A key scientific contribution of this work is the
proposal of integrating technology into mechanical
machines to enhance not only productivity but also
safety.
This combination of real-time hazard detection
represents a significant advancement in industrial
safety systems, ensuring immediate and long-term
protection in high-risk environments. The proposed
methodology contributes to the field by providing a
scalable solution that can be adapted to various in-
dustrial processes, establishing a new standard for ac-
cident prevention and safety management in Industry
4.0 environments.
2 RELATED WORK
This section presents articles about using pattern
recognition in an industry 4.0 context. The paper
(Serey et al., 2023) highlights the growing impor-
tance of PR and DL due to the increased volume of
data generated and the need for efficient management
of this data in asymmetric structures. Examines re-
cent PR and DL applications, evaluating their ability
to process large volumes of data and identify signifi-
cant patterns. The review includes an in-depth study
of 186 references, selecting 120 for detailed analy-
sis. PR and DL are integrated with various computa-
tional techniques, such as data mining, data science,
and cognitive systems, to improve automation and
reduce human intervention in decision-making pro-
cesses. Challenges include the need for large datasets
for practical training, the high cost of computational,
and the difficulty in interpreting deeply nested mod-
els.
The article (Zouhal et al., 2021) Provides a com-
prehensive view of how industrial inspection can be
transformed within the context of Industry 4.0. It fo-
cuses on adapting industrial inspection to new tech-
nologies that allow for an agile and personalized
configuration and integrating cameras embedded in
robots to automate visual inspection. Discusses the
state of the art in visual computing applied to in-
dustrial inspection, highlighting how techniques Ad-
vanced image processing and machine learning are
transforming inspection equipment and quality con-
trol. The case study shows how cameras embedded in
industrial robots can perform image acquisitions and
processing to detect wear on tools and other anoma-
lies in a production environment. The suggestion
is that data collected during automated inspections
could be used to train predictive maintenance algo-
rithms.
(Oborski and Wysocki, 2022) explores the use
of convolutional neural networks (CNNs), to im-
prove visual quality for control systems in Industry
4.0. Several AI algorithms were evaluated to identify
those most suitable for visual quality control tasks in
a real manufacturing environment. CNNs were cho-
sen for further study because of their effectiveness
in processing images and performing complex clas-
sification and detection tasks. CNN algorithms were
tested with production line datasets and photos. In
which he showed efficiency.
The paper (Sharma and Sethi, 2024)show high-
lights the importance of agriculture in the economy
and how plant diseases can significantly affect agri-
cultural production. Recognizes the need for effec-
tive methods to detect diseases early to reduce losses.
Utilizes deep learning techniques, specifically CNNs,
which are well suited to data processing tasks im-
age processing due to its ability to extract essential
features from large datasets of images. The model
allows for a more precise identification of areas af-
fected by wheat leaf diseases, separating them pixel
by pixel. The article presents a significant improve-
ment in classifying diseases in wheat leaves, achiev-
ing a 99.43 percent accuracy using Point Rend seg-
mentation, compared to 96.08 percent without seg-
mentation.
The article (Li et al., 2023) presents an improved
YOLOv8-based algorithm for detecting glove use
in industrial environments, addressing the specific
challenges of detecting small objects like hands and
ICEIS 2025 - 27th International Conference on Enterprise Information Systems
650

Figure 2: Industry 4.0 Retrofit proposal.
gloves in complex factory settings. The study in-
troduces YOLOv8-AFPN-M-C2f, a modified version
of YOLOv8 that replaces the standard PAFPN with
the Asymptotic Feature Pyramid Network (AFPN)
to improve the integration of non-adjacent feature
layers and enhance the detection of smaller objects.
The paper also incorporates a new shallow feature
layer to increase sensitivity to detailed visual ele-
ments, such as gloves. Using a custom dataset of
2,695 high-resolution images from industrial environ-
ments, the study demonstrates a 2.6 percent increase
in mAP@50 percent, a 63.8 percent improvement in
FPS, and a 13 percent reduction in parameters com-
pared to the original YOLOv8 model. These improve-
ments highlight the potential for more accurate and
efficient detection of protective gloves in industrial
contexts, contributing to enhanced worker safety and
automated monitoring of personal protective equip-
ment (PPE) compliance.
Although these articles have focused on product
quality and how various techniques can enhance it,
this is well-established in the industry. The empha-
sis on applying these principles to human safety at
work is sometimes neglected. Our study approaches
this topic by examining the use of technology from a
security perspective with integration in industrial ma-
chines.
2.1 Machine Learning
The first proposal, as described before, is a computer
vision system based on machine learning to improve
the recognition of hands with graphene gloves. This
study presents three types of machine learning com-
puter vision technologies(MediaPipe, Detectron2 and
Yolov8) and compares them to identify which is better
for this type of project.
The recognition time is crucial because it defines
the speed of the signal sending. The initial algorithm
is calculated based on this. The time of response
of the algorithm when some point crosses the line is
given by:
T
d
= T
f
− T
i
(1)
Where:
• T
d
is the detection time,
• T
f
is the final time (the moment when the point
crosses the line),
• T
i
is the initial time (the moment when the image
processing starts).
3 DEVELOPMENT
A Proof-of-Concept (POC) was developed, consist-
ing of a computer vision system and a communica-
tion interface with the machine, to validate the solu-
tion and integrate various technologies, as described
below. OpenCV (Open Source Computer Vision Li-
brary) is a highly optimized open-source library that
implements real-time computer vision and machine
learning algorithms . It is used to capture video in
real-time, process the images, and convert them into
different color formats to facilitate the recognition
(Bradski and Kaehler, 2000). In the project, it is used
to video capture and draw the ”dangerous area”.
3.1 MediaPipe
MediaPipe, developed by Google, is a framework for
building multimodal (e.g., video, audio, and sensor
data) machine learning pipelines. It provides ready-
to-use solutions for detecting and tracking body parts.
In the algorithm, it is used to identify the hands and
fingers. (Research, 2023)
Accident Prevention in Industry 4.0 Using Retrofit: A Proposal
651

Figure 3: Hand Recognition With MediaPipe.
The algorithm works as follows:
• Image Capture: OpenCV captures real-time video
from the camera. The captured images are flipped
for a selfie view and converted from BGR to RGB
format, which is the format expected by Medi-
aPipe.
• Hand Detection and Tracking: MediaPipe is con-
figured to detect hands with a minimum detec-
tion confidence threshold. MediaPipe processes
the image for each captured frame to detect hands
and identify specific landmarks on each hand.
• Safety Verification: The image includes a safety
line. Each hand landmark is checked against this
safety line, which covers an area of 8 centime-
ters and needs to be placed physically at the cor-
rect distance from the band saw. If any landmark
crosses the safety line, a signal is sent to analogic
relay thats stop the machine.
The MediaPipe function works well with bare
hands, creating landmarks in points of hands, but it
has recognition problems with gloves, resulting in
intermittent performance. This lack of recognition
poses a dangerous problem in this context. MediaPipe
uses a dataset that does not include the specific gloves
used in this work and in the factory, which may cause
these recognition issues. We particularly notice the
intermittence in areas where the gloves have a contrast
of gray and black, like can be observe in the Figure 6.
3.2 Detectron2
To enhance recognition capability, we chose Detec-
tron2, a library developed by Facebook AI Research
(FAIR) for object detection, segmentation, and other
visual recognition tasks (Wu et al., 2019). It’s created
and used our own dataset of 1200 images of hands
with gloves (specially graphene gloves). The chose
Detectron2 because of its robust resources for iden-
tifying and segmenting images in complex scenarios.
Figure 4: Hand Recognition With MediaPipe, issues in use
of gloves.
However, this power requires a machine with high-
level hardware.
In our project, after creating the dataset, its pre-
pared the environment and trained the model based on
our dataset. Its chose the Mask R-CNN-50 algorithm
for training, aiming to segment the gloves in the im-
ages, based on this related good accuracy (Tahir et al.,
2021). Image segmentation is necessary to recognize
only the gloves and not other parts manipulated by the
operator.
Figure 5: Hand Recognition( in Red ) throw by segmenta-
tion with Detectron2.
The recognition results with Detectron2 were
good, as it was able to recognize hands with different
types of gloves (and most important to the project the
graphene gloves). When an image is segmented and
recognized, it is painted in red. We combined Detec-
tron2 with OpenCV to provide the solution. OpenCV
was used to capture real-time images and draw the
”dangerous area,” a rectangle to simulate the place of
the saw. When the segmentation area crosses the dan-
gerous area, the rectangle is also painted in red.
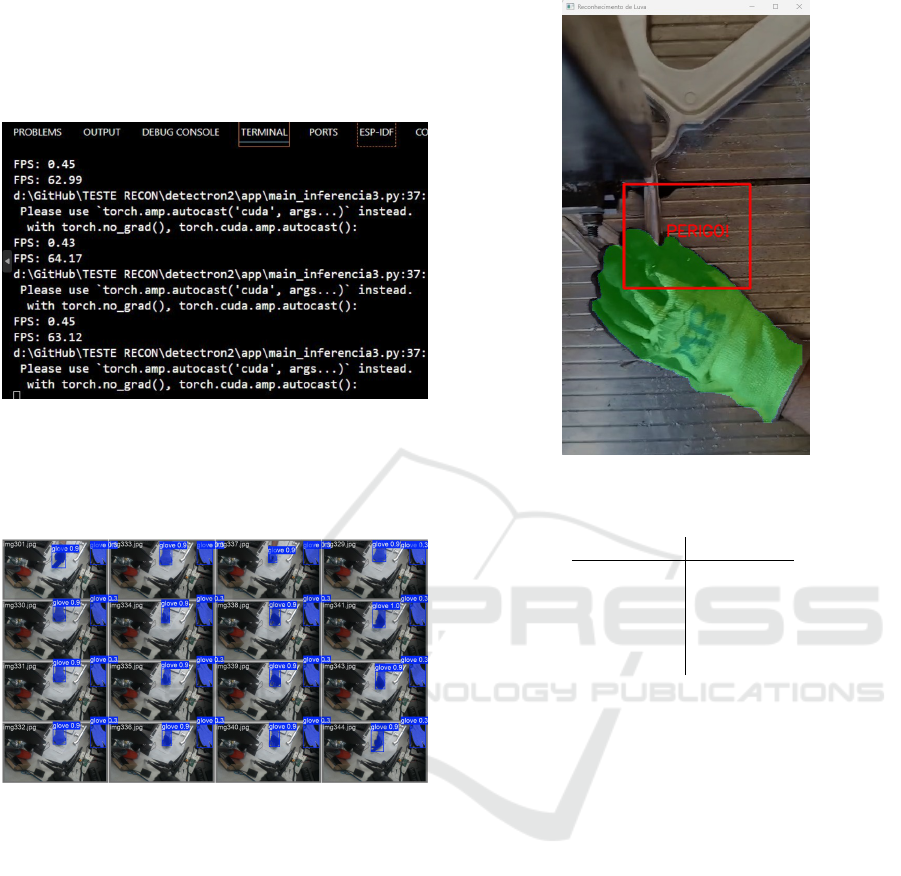
However, the performance of the solution was
poor. The frames per second (fps) were less than
one, compromising the effectiveness of the solution
in real time. Other algorithms based on Detectron2
ICEIS 2025 - 27th International Conference on Enterprise Information Systems
652
were tested, but we could not achieve success in im-
proving performance. We reduced the size of the im-
ages to 640x480, but the fps did not improve. This
indicates that more computing power is needed to use
this solution effectively.
Figure 6: The output during the execution of Detectron2
showed intermittent FPS, highlighting the performance is-
sues.
3.3 YOLOv8
Figure 7: Result the training of model with YOLOv8.
Then we tried other techniques and decided to use
YOLOv8 to recognize the hands. The approach with
YOLOv8 was chosen due to its capability to clas-
sify and segment images, especially in real-time, with
good FPS and accuracy (Jocher et al., 2023).
We started with training using a dataset of 1320
images of gloves in special graphene gloves in differ-
ent positions, qualities, and lighting conditions. The
algorithm performed well, with good accuracy and
FPS, which led us to invest in this solution. The pa-
rameters to the training is describe in the table 1:
The graphs in the Figure 9, shows the results of
metrics and losses during the training and validation
of a model configured with 50 epochs, for the task of
object detection and/or segmentation of one class (in
this case, gloves).
Columns: Each column represents different met-
rics or types of loss. Rows (Train/Val):
Figure 8: Solution Developed with YOLOv8.
Table 1: Training Parameters.
Parameter Value
Model yolov8n.pt
Epochs 50
Image Size 320
Batch Size 16
Workers 8
The top row refers to the training results. The bot-
tom row refers to the validation results.
- The train/box-loss and val/box-loss represents
the loss related to bounding boxes. Loss should de-
crease over epochs, indicating the model is learning
to predict boxes correctly and int the model there is
consistent reduction, which is a positive sign.
- The train/seg-loss and val/seg-loss: Related
to segmentation loss (e.g., segmentation masks for
gloves). The expected behavior is gradual decrease
over epochs.Despite some initial fluctuations in val-
idation loss, it shows convergence, suggesting im-
provement.
- The train/cls-loss and val/cls-loss refers to clas-
sification loss, indicating how well the model identi-
fies objects as ”glove.”. The loss decreases, but more
pronounced peaks in validation suggest potential data
inconsistencies or overfitting.
- The train/dfl-loss and val/dfl-loss related to the
prediction of distribution locations (distillation loss).
The expected behavior is a continuous decrease.
While loss decreases overall, peaks in validation in-
dicate challenges with certain instances.
Accident Prevention in Industry 4.0 Using Retrofit: A Proposal
653
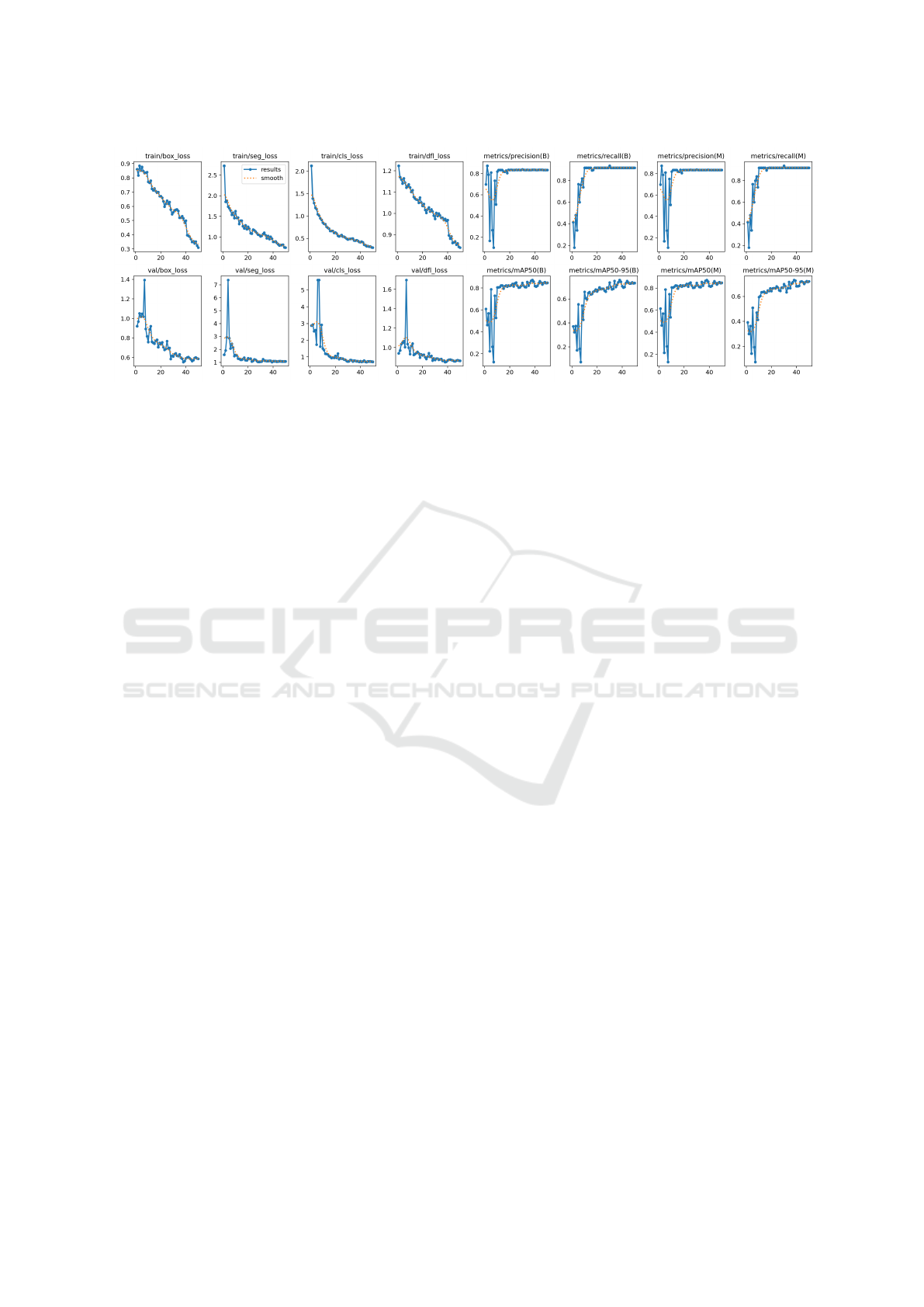
Figure 9: Results of training with YOlOv8.
- The metrics/precision(B) and metrics/
precision(M): Precision measures the proportion
of correct detections relative to all detections. B
and M might represent different configurations (e.g.,
bounding boxes vs. masks). The precision increases
rapidly and stabilizes above 0.8, which is excellent.
- The metrics/recall(B) and metrics/recall(M): Re-
call measures the proportion of correctly identified
objects relative to all existing objects. In th e training
the recall improves and stabilizes above 0.8, indicat-
ing good coverage.
- metrics/mAP50(B) and metrics/mAP50(M):
mAP50 (mean Average Precision) evaluates average
precision with an IoU threshold of 50The results sta-
bilize above 0.8, showing strong glove detection per-
formance.
- The metrics/mAP50-95(B) and metrics/mAP50-
95(M): mAP50-95 is a stricter metric considering
multiple IoU thresholds (from 50 percent to 95 per-
cent). While more challenging, values stabilize above
0.6, which is good for complex object detection tasks.
The results obtained over 50 epochs demonstrate
consistent model performance. The training and val-
idation losses (box-loss, cls-loss, seg-loss, and dfl-
loss) gradually decreased, indicating effective learn-
ing. Despite some peaks in validation losses, the over-
all trend shows convergence, suggesting good gener-
alization.
Performance metrics, such as precision and re-
call, stabilized above 0.8, indicating high reliability
in glove detection. The mAP50 metric showed strong
results ( 0.8), while the more stringent mAP50-95 re-
mained around 0.6, reflecting the inherent challenges
of the task.
The validation loss, although following a trajec-
tory similar to the training loss, shows some spikes
(particularly in val/cls-loss and val/dfl-loss), which
may be related to outliers or specific characteristics of
the validation set that make it difficult for the model to
generalize. These spikes are expected in complex ob-
ject detection problems and do not compromise over-
all performance, given that the global trend of the
losses is towards convergence. In practice the results
were observer, with a good balance between accuracy
and performance.
After training the model, it was combined with
OpenCV to capture and analyze video in real time for
detection. OpenCV was also used to draw a ”dan-
gerous area,” a rectangle around the saw of the band
saw machine. When any part of the glove’s mask seg-
mentation enters the rectangle, the rectangle changes
color to red, an alert sound is triggered, and a signal
is sent to an analog relay. The Python library Tkin-
ter was used to create controls for adjusting the width
and height of the ”dangerous area,” allowing occupa-
tional safety engineers to define the dimensions of this
safety zone. Additionally, the recognition box was re-
moved, leaving only the mask segmentation to avoid
cluttering the screen and prevent false alerts.
To ensure that the system runs smoothly without
interruptions or delays, the sound signal processing
was handled in a separate, independent process from
the recognition process. This means that while one
process is dedicated to detecting and segmenting the
gloves in real time, another process is responsible for
managing the sound alert system and sending the sig-
nal to the relay. This separation helps prevent any
potential bottlenecks or slowdowns in the recognition
process, ensuring that the emergency stop system can
respond quickly and reliably.
The analog relay, activated by the signal from
the independent process, triggers the existing physi-
cal emergency stop system of the machine.
ICEIS 2025 - 27th International Conference on Enterprise Information Systems
654

4 RESULTS
The Proof-of-Concept (POC) assessed the system’s
ability to recognize hands and promptly send a stop
signal when any landmark crossed the predefined
safety line. The algorithms tested showed that the
best combination of performance and accuracy was
achieved using YOLOv8.
The YOLOv8 model demonstrated high reliability
in detecting gloves, with performance metrics such
as precision and recall stabilizing above 0.8. The
mAP50 metric showed strong results ( 0.8 ), while
the more stringent mAP50-95 remained around 0.6,
reflecting the inherent challenges of the task.
The system was able to process real-time video
and accurately detect when a hand with graphene
gloves entered the dangerous area. The integration
with OpenCV allowed for real-time video capture and
the drawing of the ”dangerous area,” while the Python
library Tkinter provided controls for adjusting the di-
mensions of this safety zone.
The separation of the sound signal processing
into an independent process ensured that the system
ran smoothly without interruptions or delays. This
setup allowed the emergency stop system to respond
quickly and reliably, enhancing the overall safety of
the workplace.
In conclusion, the POC validated the effectiveness
of the proposed solution, demonstrating that it is pos-
sible to integrate advanced computer vision and ma-
chine learning technologies into mechanical machines
to enhance safety.
4.1 Experimental Setup
This initial phase validates the project’s foundational
concepts and technologies. These tests were not per-
formed in the actual deployment scenario but in a con-
trolled laboratory setting, denoted as the POC phase.
A full HD 1080p webcam was used to connect to a
PC via a USB 2.0 port in this setup. The application
and the Modbus simulator ran on the same computer,
which was equipped with an Intel 11th generation i5
processor at 3.2 GHz, 32 GB of RAM, an NVMe SSD
of 512 GB, and a GeForce 4060 GPU with 8 GB. The
solution was also tested with videos from the indus-
trial process.
The project was further tested on a Raspberry Pi 5
(8 GB RAM, Quad-Core Arm Cortex-A76 processor
at 2.4 GHz) with an AI Kit, and it demonstrated good
performance as well.
4.2 Restrictions
The dataset for training the machine learning models
was time-consuming and required capturing a wide
variety of images of gloves in different positions,
lighting conditions, and qualities, especially graphene
gloves, the increase of the dataset can improve the ac-
curacy with other types of gloves. Industrial environ-
ments are typically harsh on devices. The next step of
the project is to implement the solution in the factory
to observe its behavior, particularly with variations in
lighting throughout the day and the presence of dirt.
This aggressive environment can be a challenge for
small devices like Raspberry Pi.
It is essential to raise awareness among workers
about safety. The system does not work alone; adher-
ence to safety rules is necessary to ensure the success
of the project.
5 CONCLUSION
Retrofit is an effective solution for adapting existing
equipment to meet the demands of modern industries.
The project applied contemporary concepts such as
machine learning to a standard industrial band saw
machine. The initial test successfully integrated these
technologies into the Industry 4.0 framework. In con-
clusion, the POC shows that this method can be ex-
tended to other machines and industrial processes,
particularly to enhance the safety and security of em-
ployees in dangerous operations.
6 FUTURE WORKS
The work is currently in development, and the results
from the Proof-of-Concept (POC) tests are promis-
ing, indicating a positive direction. The initial proof-
of-concept phase involved controlled experiments in
real-time recognition and videos of the workplace,
which were sufficient to validate the system’s core
functionality and response times. Future work will in-
clude scaling these tests to real-world industrial envi-
ronments and conditions to further refine the system’s
robustness. This includes integrating the application
into small devices and observing the algorithm’s be-
havior, speed, and accuracy in recognizing hands in a
workplace environment. Additionally, an integration
with a private blockchain solution will be developed
to create immutable records of unsafe behaviors.
Accident Prevention in Industry 4.0 Using Retrofit: A Proposal
655

REFERENCES
Bradski, G. and Kaehler, A. (2000). Opencv: Open source
computer vision library. https://opencv.org/. Ac-
cessed: 2025-01-19.
Dalenogare, L. S., Benitez, G. B., Ayala, N. F., and Frank,
A. G. (2018). The expected contribution of industry
4.0 technologies for industrial performance. Interna-
tional Journal of Production Economics.
Jocher, G., Chaurasia, A., and Qiu, J. (2023). Ultralytics
yolov8.
Li, S., Huang, H., Meng, X., Wang, M., Li, Y., and Xie,
L. (2023). A glove-wearing detection algorithm based
on improved yolov8. Sensors, 23(24).
Menezes, M. N. and Magro, M. L. P. D. (2023). Psychoso-
cial impacts of serious accidents at work: A look at the
workers monitored by the worker’s health reference
center. Revista Jur
´
ıdica Trabalho e Desenvolvimento
Humano, 6:1–30.
Oborski, P. and Wysocki, P. (2022). Intelligent visual qual-
ity control system based on convolutional neural net-
works for holonic shop floor control of industry 4.0
manufacturing systems. Advances in Science and
Technology. Research Journal, 16(2):89–98.
Research, G. (2023). Mediapipe: Cross-platform frame-
work for building perception pipelines. https://
ai.google.dev/edge/mediapipe/solutions/guide. Ac-
cessed: 2025-01-19.
Serey, J., Alfaro, M., Fuertes, G., Vargas, M., Dur
´
an, C.,
Ternero, R., Rivera, R., and Sabattin, J. (2023). Pat-
tern recognition and deep learning technologies, en-
ablers of industry 4.0, and their role in engineering
research. Symmetry, 15(2):535.
Sharma, T. and Sethi, G. K. (2024). Improving wheat leaf
disease image classification with point rend segmen-
tation technique. SN Computer Science, 5:244.
Social and Security (2023). Work acci-
dent and disability. https://www.gov.br/
previdencia/pt-br/assuntos/previdencia-social/
saude-e-seguranca-do-trabalhador/acidente trabalho
incapacidade. Accessed: June 23, 2024.
Tahir, H., Khan, M. S., and Tariq, M. O. (2021). Perfor-
mance analysis and comparison of faster r-cnn, mask
r-cnn and resnet50 for the detection and counting of
vehicles. 2021 International Conference on Comput-
ing, Communication, and Intelligent Systems (ICC-
CIS), pages 587–594.
Wu, Y., Kirillov, A., Massa, F., Lo, W.-Y., and Gir-
shick, R. (2019). Detectron2. https://github.com/
facebookresearch/detectron2.
Zouhal, Z. et al. (2021). Approach for industrial inspection
in the context of industry 4.0. In 2021 International
Conference on Electrical, Computer, Communications
and Mechatronics Engineering (ICECCME), pages 1–
5, Mauritius, Mauritius.
ICEIS 2025 - 27th International Conference on Enterprise Information Systems
656
